















Punching and Automation Product Manager
The machine tool that once was considered to be the best tool for the job 10 years ago is not necessarily the same tool a fabricator might use today to accomplish the same fabricating goals. Punch presses, laser cutting machines, and machines with both capabilities have all changed and, frankly, can do more than previous generations of technology.
Punching machines still can produce hole-intensive parts like machines of the past, but fiber laser technology, with its small spot size when compared to more traditional CO2 laser technology, can rip through sheet metal of gauge thickness at incredible rates. Of course, fabricators can still form and perform other functions on the punching machine that can’t be done on the laser cutting machine. The debate over what machine tool technology to use is not as clear-cut as it once was.
Part of the debate is the combination machine, either a punch/laser or a punch/shear. These machines obviously can accomplish much more without the need for an operator to move the part from one operation to another, but a fabricator may not have the right part mix or production goals to justify this type of investment. Again, more information is needed to decide what makes the most sense for a fabricating operation.
Ten years ago The FABRICATOR took a look at this array of equipment. Today it revisits that topic.
The machines discussed here are:
Other machine tool technology is available to accomplish cutting and punching tasks, but these machines present a robust lineup that most fabricators are familiar with. Laser cutting, punching, and shearing are known quantities in the fabricating industry.
However, before any investigation into a fabricating technology can take place, a fabricator needs to realize that the part mix and production goals are the ultimate factors influencing the decision to consider a punching, laser cutting, or some sort of combination machine. Some of the questions that guide this conversation are:
With those answers clearly identified, a fabricator can decide which fabricating technology is the best fit for the shop.

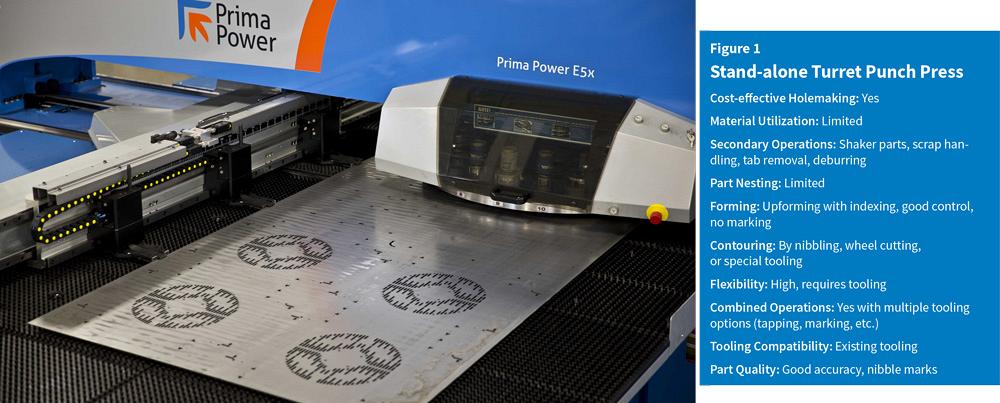
Equipment-makers’ and tooling suppliers’ combined expertise has positioned the turret punch press (see Figure 1) as a versatile and cost-effective machine tool that can accomplish many tasks. The equipment’s ability to eliminate secondary operations, performing those functions while the part remains on the same brush table, helps it to stand out.
From a strictly productivity standpoint, turret punch presses have improved greatly over the years. Hits per minute are up to 1,000. Sheet positioning speed has improved up to 492 FPM (150 m/min.). Index speed has reached 250 revolutions per minute. Servo-electric power delivers higher-precision punching action than previous hydraulically powered machines. The machines are punching-proficient.
The servo-electric power is noteworthy because it contributes to precise creation of upper and lower ram movements to assist in creating flanges and upforms. In addition to those forms, the right tooling can perform contouring, marking, and even tapping.
Obviously, the type of tooling defines just how flexible punching presses can be. While this article focuses on a 16-station turret, other punching machines are designed to have more tooling stations with several autoindex stations in the mix. Tooling, of course, has to be maintained and sharpened if it is to perform according to the equipment manufacturer’s specifications.
These machines are capable of working with a variety of materials, including aluminum, stainless steel, and cold-rolled steel. These punch presses typically work with material up to about 0.315 in. (8 mm) thick.
The programmable clamping capability positions the sheet clamps according to the control instructions, minimizing clamp dead zones. When production changes from full-size to small sheets, clamp settings can be made automatically without wasting the operator’s time. It must be noted that the clamps can leave marks on the material. On the other hand, upforming and lift tables are now commonly used with modern punching machines, minimizing scratching that may result as the sheet is dragged across tools that are higher than others.
Modern punching machines can be automated in several ways for unattended operation and increased capacity. This includes automation for sheet loading, parts unloading, and parts stacking. More cost-effective equipment options, such as trapdoors in the table and conveyors, can help minimize operator involvement while still offering a boost in labor productivity.
Cost of Operation. Because most turret punch presses have moved to servo-electric power, fabricators no longer have to worry about oil changes and filter management. Servo-electric punch presses are much more energy-efficient when compared to the hydraulic counterparts of the past. But the equipment is not totally maintenance-free; mechanical drives and wear items still require maintenance.
With 40 years of production results behind it, CO2 laser technology is a known entity in the metal fabricating community. It proved incredibly useful for cutting of 2-D shapes with many curves and small features. Higher-powered resonators delivered that same usefulness for thicker materials. Advancements in production software and control technology helped to improve cutting performance regardless of the operator’s skill level.
Automated functions, such as lens changeout and nozzle cleaning, helped to increase productivity on these machines.

This type of technology has the potential to cut about 15 holes per second, but it may not be the best choice for a fabricator that has a lot of hole-intensive parts and simple parts with knockouts. The punch is still a cost-effective option for that type of fabrication work.
Fiber laser technology delivers a small beam focus with consistent intensity, which makes it suitable for cutting thin materials. CO2 lasers have a larger beam focus, which allows molten materials to escape more easily during cutting; this makes it the preference for those fabricators that consistently cut material 0.25 in. thick or greater. Technology has emerged to allow a fiber laser to alter its beam size so that it can cut thick materials efficiently, but at this point, additional optics technology has to be added to the laser.
Fiber laser technology in its most basic setup has no need for additional optics. Fabricators also don’t have to worry about things like oil or filters. The technology’s simplicity makes it attractive for fabricators needing to minimize advanced training for operators or to introduce less experienced workers to laser cutting.
It should be mentioned that CO2 technology has advanced as well. Maintenance is still required, but not as much as might have been the case for machines made just five years ago.
Because a fiber laser has a 1-micron wavelength, it has the potential to damage an operator’s eyes permanently. For this reason the cutting environment has to be totally enclosed with specially protected glass. There is no open cutting area like is found on a CO22 laser.
That same wavelength, however, is absorbed well by a whole range of materials. A fabricator can use a fiber laser to cut brass and copper, something that can’t be done on a traditional CO2 laser. Even highly reflective material readily absorbs the beam’s 1-micron wavelength.
The introduction of a fiber laser cutting machine disrupts work flow if the fabricator does not plan for it. Because of its high cutting speed on thin materials, parts are produced incredibly fast, which can easily overwhelm the manual part removal operation. Fabricators are advised to invest in automated sheet delivery, part and skeleton removal, and part separation technology to keep up with the machine’s fast cutting capability.
Cost of Operation. A fabricator still has to pay for laser gases, such as oxygen and nitrogen, and cutting table material supports for both fiber and CO2 laser cutting technologies. A fiber laser will have a smaller day-to-day operational cost because it doesn’t require as much power and does not have the same maintenance needs as a CO2 laser.
The machine is self-explanatory: It combines punching and laser cutting in one machine (see Figure 3). The punching capability should be used for punching, forming, and pre-piercing holes for cutting. The laser is good for cutting complex contours on parts that require minimal marking or distortion or for parts for which tooling is not available. (Pre-piercing a hole with a turret punch can help to eliminate the splatter and sparking that are typical with laser piercing.)

This piece of equipment is especially useful for fabricators worried about cycle time and that want to take the necessary steps to eliminate additional material handling.
The biggest advancement in combination machines is linked to fiber laser technology. CO2 laser sources have to be isolated from the punch so that vibration-free cutting can take place. A fiber laser power source, on the other hand, simply sits on the floor next to the table, so vibrations hardly have any effect on the laser cutting; a reliable fiber-optic cable delivers the laser light from the power source and to the cutting head.
Currently the mechanics of a punching table—where the sheet is moved around—limit the speed of the fiber laser. It simply isn’t designed to equal the speeds of a stand-alone fiber laser cutting machine.
If a punch/laser combination machine has a fiber laser, it needs a complete protective enclosure around the process and cutting area. The fiber laser presents the same danger as the ones used on stand-alone laser cutting machines.
The same automation options available for stand-alone punching and laser cutting machines can be added to combination equipment.Cost of Operation. The emergence of servo-electric-powered punching and fiber laser technology has resulted in energy-sipping machines when compared to combination machines of the past, especially considering that the CO2 laser had to be kept live, even when not cutting, so that it could be ready to go at any time. If a fabricator elected to go with the more cost-effective CO2 laser technology, the shop would have to be concerned with regular maintenance costs for consumables and resonator and turbine work.
The turret punch press/right-angle shear combination (see Figure 4) is an economical equipment choice for a variety of parts, but particularly rectangular parts. If a fabricator makes any type of boxes on a regular basis, this machine does the job quickly and efficiently.
But that doesn’t mean other parts can’t be made as well. Parts with two or three straight edges are a suitable fit for the right-angle shear. The machine can deliver finished parts with scrap separated. Again, as with the punch/laser combination, the goal is for parts to move from this machine to final production stages without the need for secondary operations.
When the shear is used to cut external contours, tool marks on parts are minimized. The use of the shear also helps to minimize wear on the tooling.
The punching capabilities of the machine mimic those of the stand-alone punch press. The machine can be operated as a shear only as well. Blanks that are square to within 0.004 in. can be produced quickly.
Material and part handling can be fully automated, or a fabricator can elect to use trapdoors and conveyors to assist with material removal and limit operator engagement. The machine’s shear destroys skeletons in a quick and easy manner; operators won’t have to wrestle with awkward sheet remnants.
Cost of Operation. These units show improved energy usage as do other servo-powered devices. Being a punch, tooling is necessary, and maintenance for that tooling is to be expected. The shear blade needs to be maintained as well.
Fabricators find themselves in the midst of an age of rapid technology development. The equipment of yesterday may get the job done, but it’s not doing it in the most efficient way. Change is inevitable, and that may ultimately require a change in fabricating technology as well to compete in the global marketplace.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





