















Sáquele más provecho a su punzón
Cómo solucionar el problema del desgaste prematuro del herramental

¿Qué hace que las herramientas de punzón se desgasten prematuramente? Para esto, ¿cómo define usted desgaste prematuro? Es una cuestión de percepción. Puede pensar que si sus punzones no duran más de 100,000 golpes, se están desgastando prematuramente; otra persona puede creer que tendría que obtener sólo 5,000 golpes. Ambos pueden tener razón—pero todo depende.
Muchos factores entran en juego. ¿El punzón es nuevo o reafilado? ¿Qué tipo y qué espesor de material está punzonando? ¿Las herramientas están alineadas y configuradas correctamente? ¿Cuál es la condición de la punzonadora, y qué edad tiene la máquina? Las preguntas siguen y siguen.
El acto de punzonar desgasta el he-rramental con el tiempo. Desde una perspectiva más amplia, el proceso de punzonado provoca cambios en el herramental, y es el ritmo de cambio lo que usted necesita monitorear. Si usualmente obtiene 100,000 golpes de sus punzones antes de que requieran mantenimiento, y luego se da cuenta de que está obteniendo sólo 50,000 golpes, algo está acelerando ese cambio. Hay varios factores que pueden causar esto, y no siempre es el herramental en sí.
Empiece examinando si hay desgaste disparejo en las herramientas. Revise los desperdicios para ver qué le dicen. Escuche a la prensa durante la operación. ¿Es más ruidosa o está funcionando de manera diferente a lo normal? Estas preguntas previsorias con frecuencia pueden dar respuestas rápidas que llevan a una acción correctiva. Sin embargo, y más tratándose del desgaste prematuro de herramientas, se requiere más investigación.
Variables del herramental
Bajo condiciones ideales, punzones sencillos nuevos con forma estándar pueden producir hasta un millón de agujeros antes de requerir mantenimiento. Esto depende del acero de la herramienta, del tipo de material y del espesor de la pieza de trabajo, de los tratamientos o recubrimientos del herramental, de la separación de dado, de la lubricación de la hoja y de otros factores. En esta misma aplicación ideal, una herramienta similar reafilada puede producir menos golpes que la herramienta nueva y requerir mantenimiento antes, simplemente porque ya se usó. En contraste, los punzones con forma especial y las herramientas agrupadas llevan una carga de punzonado más pesada. Por lo tanto, requieren un afilado más frecuente y pueden mostrar desgaste prematuro después de 100,000 golpes, dependiendo de la aplicación.
Conozca la capacidad de sus herramientas y asegúrese de seleccionar las correctas para cada trabajo. Por ejemplo, el contorneado y los golpes parciales crean carga lateral, lo que puede hacer que las herramientas se desgasten antes (vea la Figura 1). En estos casos, puede ser útil usar herramientas específicas.
Si está usando un punzón redondo de 0.5 pulgadas y está contorneando radios o agujeros con diámetros de 1.5, 2.5 o 3 pulgadas, considere usar un punzón especial como una herramienta tipo banana o una con una configuración de radios múltiples. Éstas pueden contornear un radio más largo por golpe que una he-rramienta redonda más chica, reduciendo el conteo de golpes a la mitad o incluso más. Usar una herramienta especial con un diámetro más grande para punzonar el agujero en una pasada, en lugar de contornearlo en varias pasadas, puede ahorrar tiempo y reducir el desgaste de la prensa y de la torreta.
Al usar herramientas con esquinas cuadradas o puntos filosos, un radio mínimo en las esquinas del punzón ayudará a aumentar la vida de la herramienta y mantener el borde de la herramienta a su resistencia máxima. Además, ese radio de esquina mínimo no se notará en la pieza punzonada final.
En la mayoría de las punzonadoras modernas, los contadores de golpes muestran información sobre el desempeño de una herramienta en particular y su estación de torreta. Si está obteniendo 300,000 golpes de una herramienta y el contador de golpes está establecido para ese número, la prensa hará sonar una alerta conforme se acerca a ese conteo máximo de golpes. Entonces es momento de hacer una inspección visual a la herramienta para ver si requiere afilado.
Los contadores de golpes son especialmente útiles al operar prensas en múltiples turnos con múltiples operadores. Rastrear el conteo de golpes es más fácil si todos están capacitados para reaccionar a los números en el momento correcto. Aun así, una herramienta particular funcionará de manera diferente haciendo el mismo trabajo en prensas diferentes. El modelo y la edad de la máquina, así como la condición de la torreta, requerirán números máximos diferentes de conteo de golpes.
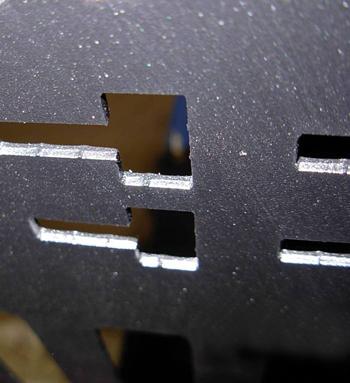
Figura 1: Una aplicación de contorneado en la cual la herramienta y el golpe usado son demasiado agresivos para el material causa un borde irregular y somete la herramienta a mucho esfuerzo.
Finalmente, almacene las herramientas en un estante organizado, y no las bote en una caja al azar, dañándolas potencialmente en el proceso. Un almacenamiento de herramientas desorganizado puede causar pérdida de tiempo innecesaria mientras usted busca las herramientas correctas para el trabajo.
Componentes de la prensa
Aun cuando usted use la herramienta perfecta para el trabajo, ésta puede desgastarse prematuramente si otros componentes de la prensa no están funcionando como deberían. Asegúrese de que las guías, llaves, chaveteros y agujeros de to-rreta se mantengan limpios y alineados, y se reemplacen cuando se desgasten. Esto ayudará a mantener la precisión del punzonado y a minimizar el juego excesivo en la torreta (vea la Figura 2). Cuando una guía o agujero se desgasta, esto afecta a otros componentes en el ensamble. Esto provoca más desgaste en los componentes, el herramental y la prensa en sí.
Cuando alguno de estos componentes de alineación se desgasta o no funciona correctamente, hasta un solo grado de juego en un chavetero puede aumentar sustancialmente el juego en la punta del punzón. Después de muchos golpes de prensa dicha desalineación empeora rápidamente, lo que causa no sólo una falla prematura de la herramienta, sino también una mala calidad de las partes.
El manejo y colocación de las herramientas en la torreta también afecta a las llaves del agujero y a la alineación. Dejar caer herramientas en la torreta puede causar desgaste y rebabas en las llaves. Mejor deslice las herramientas suavemente en el agujero y alinéelas con cuidado. Ins-peccione las llaves y reemplace inmedia-tamente las que estén desgastadas. Una llave nueva es una prevención económica para evitar desgaste prematuro de la herramienta, y puede prolongar la vida de otros componentes en el ensamble de to-rreta. En un ambiente de alta producción, cambie las llaves anualmente.
Herramientas completamente guiadas y de formado
Adecuado para aplicaciones generales de punzonado, el herramental completamente guiado puede usarse mejor para contorneado y perforación de agujeros con diámetro menor que el espesor del material. Estas herramientas en general tienen tolerancias más estrictas que el herramental estándar, especialmente en el ensamble del extractor. Esta adaptación más apretada mantiene la punta del punzón recta y alineada donde de otra manera podría haber carga lateral.
Saber las diferencias entre herramental no guiado y completamente guiado y su aplicación es importante tratándose del desgaste de las herramientas. Es aquí donde la experiencia del operador de la máquina es realmente importante. Un sistema no guiado incluye un extractor que asegura la pieza de trabajo a la superficie del dado. Conforme el portaherramientas baja, el extractor entra en contacto con la pieza de trabajo y la sostiene en el dado. El punzón penetra en la pieza de trabajo para producir el agujero, y luego los resortes de extracción se expanden para retraer la punta del punzón a través del material.
En contraste, el extractor en un sistema completamente guiado hace una segunda función: soporta la punta del punzón éste conforme penetra en el material. Esto asegura que la punta del punzón entre en el centro del dado, manteniendo así la separación correcta de dado. Los sistemas no guiados permiten al punzón desviarse, lo que causa que la punta del punzón entre al dado descentrada. Esto es especialmente frecuente al contornear. Los sistemas completamente guiados guían la punta del punzón eliminando así la deflexión de la punta del punzón.
El herramental completamente guiado puede no ser una buena opción al punzonar materiales suaves como aluminio y materiales duros como acero inoxidable. Cuando hay excoriación, el material que se adhiere a la punta del punzón hace que la punta del punzón sea más larga, lo que a su vez reduce la separación de dado. Esto puede causar atascamiento, decapado y desgaste prematuro de la herramienta. Al punzonar estos materiales, considere recubrimientos de herramienta que ayuden a reducir o eliminar la excoriación, y que por lo tanto, ayuden a prolongar la vida de la herramienta.
Las herramientas de formado también requieren atención especial. Aun cuando el programador haga toda la planeación y configuración antes de la producción para un trabajo específico usando herramientas de formado, se necesita la experiencia y la pericia del operador para manejar cuidadosamente la calidad del punzonado, las velocidades de prensa, los requerimientos de lubricación, el conteo de golpes, y el desempeño de la máquina. El uso de herramientas de formado no se limita simplemente a accionar un interruptor y operar la prensa a velocidad máxima, como podría ser el caso en un trabajo de punzonado sencillo de agujeros en un gran volumen.
Consideraciones de la separación
Una separación incorrecta para la aplicación puede acortar la vida de la he-rramienta (vea la Figura 3). Use separaciones de dado que estén diseñadas para el tipo y espesor del material. Las separaciones de dado demasiado estrechas achatarán las herramientas más rápido porque requieren más tonelaje para empujar el punzón a través del material. Una separación más estrecha además causa más desgaste en el borde de corte de la herramienta.

Figura 2: Un chavetero dañado (izquierda) y una guía desgastada (derecha) requieren un reemplazo inmediato. Inspeccione estos componentes con regularidad.
Aquí, las características de los desperdicios pueden hablar. Una carrera de punzón ideal perfectamente alineada crea un desperdicio con un plano de fractura en su borde con el mismo ángulo de arri-ba a abajo. Esto mantiene la fuerza de punzonado a un mínimo y forma un agujero limpio con poca rebaba.
Cuando la separación es demasiado grande, los desperdicios mostrarán un plano de fractura tosco, y el agujero puede tener un borde muy redondeado. Cuando la separación es demasiado pequeña, los desperdicios tendrán un plano de fractura con poco ángulo, y el agujero puede tener un borde menos redondeado.
Factores del afilado
Un afilado frecuente generalmente previene el desgaste prematuro de las herramientas. Use siempre refrigerante al afilar herramientas, porque no usar refrigerante o usar poco puede causar calor extremo en la punta del punzón durante el afilado. Esto cambia las propiedades del acero para herramienta y acelera el desgaste de la herramienta.
Afilar a intervalos frecuentes requie-re menos remoción de material de la punta del punzón con cada afilada, lo que ayuda a lograr una máxima esperanza de vida de las herramientas (vea la Figura 4). Además, asegúrese de desmagnetizar la herramienta después de afilarla y antes de insertarla en la torreta de la máquina. Si una herramienta no se desmagnetiza antes de punzonar acero u otro material magnético, los desperdicios y sobrantes metálicos se adhieren a la punta del punzón, lo que puede causar excoriación y falla de la herramienta. Después de afilar, use una piedra de grano fino para romper el borde o remover la rebaba dejada en el borde de corte de la herramienta.
Las herramientas de uso frecuente con alto conteo de golpes deben ordenarse con tratamientos de nitrito o recubrimiento específico, lo que puede ayudar con el decapado y evitar la acumulación de excoriación. Dichos tratamientos de superficies además pueden reducir la frecuencia mantenimiento de la herramienta.
No siempre es el herramental
Es muy frecuente que se culpe al herramental de problemas causados por deficiencias de alineación en la torreta de la prensa. Éstas pueden corregirse usando un sistema de calibración de herramientas para alinear y verificar la precisión de la torreta de la punzonadora CNC. Ciertos sistemas de calibración tienen funciones de alineación que restablecen la alineación concéntrica y angular de cada estación de torreta de prensa al mismo nivel de precisión que la instalación inicial de la máquina.
La prensa de torreta en sí, su motor, su sistema eléctrico y su edad influyen en la forma en que se desgastan las herra-mientas. Ciertos materiales causan un esfuerzo extra en las herramientas si, por ejemplo, la configuración no se planea adecuadamente o la velocidad de la prensa es demasiado alta. El herramental puede ser nuevo o renovado y estar en una condición operativa satisfactoria, pero si la prensa y el material no están bien, seguro habrá desgaste prematuro de las herramientas.

About the Publication

subscribe now

FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscription- Podcasting

{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
La mezcla de gas auxiliar impulsa la tecnología del láser de fibra

2
Los operadores de prensa dobladora inexpertos hacen indispensable el repensar la seguridad

3
Máquina de corte por láser diseñada para el mercado mexicano

4
La sierra de doble carro sigue los contornos del tubo perfectamente

5
La máquina procesadora de placas crea biseles complejos en un solo corte
