















President
 |
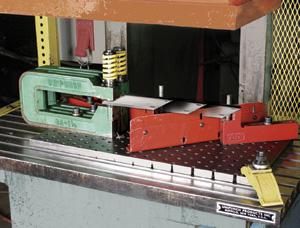
| Figure 1 Modular press tooling can be used to punch or notch 2-D flat sheets and 3-D forms. |
As life cycles get shorter, total program quantities are lower for both end products and components. The hard tooling needed to make those components is amortized over fewer parts—which increases per-part expense.
For today's lean factories to operate efficiently with just-in-time production of components, it is essential to combine predictability and high productivity. Quick-change setups of reusable press tooling can help to make stamping not only fast and productive, but also flexible and affordable.
Some stamping is quite sophisticated. Flat metal is converted into 3-D formed parts by intricate, expensive, dedicated progressive dies that are coil-fed and are amortized over just the one part.
 |
| Figure 2 Like unitized tooling, modular hard dies have reusable components-in this case, punching and die bushing retainers. |
There is also another side to stamping—the use of modular press tooling. Two-dimensional flat parts can be punched or notched to make holes or notches in a single hit. Coils or presized blanks, perhaps delivered to the factory floor by the steel vendor, can be stamped with the same type of tooling. Indeed, holes and notches can be added to a tube, an extrusion, a structural shape, or a preformed part. For these simple applications, economical, modular press tooling lets stampers enjoy high productivity using a system of tooling that can be reused on other parts. For examples of some of the parts that are stamped using modular press tooling, see Figure 1.
Modular press tooling is broadly divided into two categories: hard dies and unitized tooling (also known as C-frame tooling because the holder that positions the punch over the die is shaped like the letter C).
 |
| Figure 3 The backward C in this C-frame unit aligns the punch and die. This particular unit is 1.25 in. (32 mm) wide and has a 4-in. (102-mm) throat. For this holder, the maximum round hole diameter is 0.4375 in. (11 mm). Any shape can be made that fits within this 0.4375-in. circle. Narrower units are available for closer hole spacing; wider units are available for larger holes. Deeper throat depths allow users to reach farther in from the sheet's edge. |
Both systems have reusable components for holding the punches and dies. Modular hard dies have reusable punch and die bushing retainers (see Figure 2). This article will concentrate on unitized tooling.
Unitized tooling (see Figure 3) includes a variety of precision C-shaped holders that align the punch and die and a pilot pin that positions the holder on a template in a tooling assembly. These self-contained units have their own strippers and stripping springs so they can be used alone or next to other, similar tools with common die heights and shut heights. The common shut height is also important because it facilitates fast tooling changes at the press; often no press adjustment is needed between jobs.
While modular press tooling hasn't changed much over the years, the way it is used has. Originally the modular tooling components were shared among several parts. Large lots were common, and when a job was done, the tooling was disassembled and reassembled in a different configuration to make a different part. The idea was to make a single tooling investment to produce several parts, instead of expending capital on a single-purpose die set for each part.
Today lot sizes are smaller. Instead of disassembling the tooling between jobs, stampers keep their modular tooling assembled in dedicated setups that can be immediately available to make a part (seeFigure 4). For some fabricators, setup of unitized tooling takes less than a minute.
To help stampers achieve Six Sigma quality levels, dedicated setups of unitized tooling make consistent parts, part after part, and batch after batch, because the hole locations and dimensions data are "hard-programmed" in the tooling assembly. Hole-to-hole location is as accurate as the template and does not change.
 |
| Figure 4 Because this unitized tooling is not disassembled after jobs, the setups can be pulled together quickly to make a part. |
Lean metal processors are using modular press tooling for their recurring parts—parts that they produce in small lots frequently—because the fast tooling changes give them the needed predictable productivity. They can spread the cost of the tooling over several parts, because at the end of the product life cycle, they will reuse the tooling system in different setups for different parts.
With today's rapid pace of innovation, being able to produce new designs quickly is also important. Over time unitized tooling users build a library of the holders and other components from which to assemble dedicated setups for brand-new parts. If needed, new unitized tooling holders and components are immediately available off-the-shelf.
Engineering modifications may require only a small change in a hole's location, size, or shape. To change a hole's location, all that is required is drilling a new hole for the pilot pin and perhaps drilling and tapping a new hole for the template mounting screw. To change a hole size or shape simply requires changing the punch and die, which normally takes only a few minutes. All factory personnel can do it.
Modular tooling also can be cost-effective because the reusable components can be used on many parts for many years to come; the cost of the tooling can be capitalized or expensed according to the rules applied to any other capital asset. For example, a fabricator's initial investment in modular press tooling for a group of parts in a new product line might be depreciated over several years because, when the initial program is over, the reusable tooling components can make the parts for the replacement product.
 |
| Figure 5 Unitized tooling is flexible enough to produce these aluminum rectangular brackets that come in a variety of lengths and sometimes require different-sized holes. |
Just as the holders are reusable, so are the punches and dies. Also, the punches and the dies are wear items and therefore consumable. A stamper might capitalize and depreciate the punches and dies acquired with an initial tooling package and treat the replacement punches and dies as MRO items to be expensed as they are needed.
Custom-made, job-specific, nonstandard components often are used in conjunction with the standard off-the-shelf components. The cost of the job-specific items is amortized over just that part.
Premax Products, an 82-year-old, Medina, Minn.-based metal stamper, uses unitized tooling in conjunction with hard dies. Premax maintains several hundred progressive dies to make both its own product line of embossed metal letters and numbers and custom-made property identification tags for electric utilities and telephone companies.
Premax also uses unitized tooling for some simple parts. For example, the company is called upon to make simple rectangular brackets in lots of from 50 to 2,000 for holding the tower identification numbers used by the mapping departments in power transmission companies (see Figure 5). These parts, made from 0.032-inch aluminum, are formed on the sides to hold the numbers, and they have two oblong holes at each end that serve as belt loops for the stainless steel strap that will attach the bracket and the numbers to the power transmission tower.
Specifying engineers use various mapping codes that require different numbers of letters and digits. As a result, the brackets vary in length. In addition, some applications call for different size holes according to the width of the banding strap.
 |
| Figure 6 The unitized tooling Premax uses to punch holes in its aluminum brackets will work for whatever length bracket the stamper's customer may want in the future. |
Premax first forms the sides and then uses unitized tooling in a hit-and-flip process to punch two holes in one end of the bracket (see Figure 6). Once the first two holes have been made, the part is flipped, and two holes are punched in the other end. For the different size holes, the operators can quickly change the punches and dies.
Some users of unitized tooling feel so strongly about the competitive advantage that they won't reveal the company name, nor the industry. One such firm is an 85-year-old cabinetmaker that's listed on the New York Stock Exchange and is an S&P 500 company with over $2 billion in sales and more than 12,000 employees worldwide.
This company uses a two-bin system to manage its inventory of the already punched and notched, but still flat, sheet metal that will become the drawers, side panels, and doors for a cabinet. When an order is received, the factory pulls the prepunched blanks and uses automatic equipment to bend them into 3-D shapes.
In addition to modular press tooling, the company has turrets and it uses hard dies. Basically, the company uses turrets for pilot projects, hard dies for lot sizes of about 1,200 pieces, and unitized tooling for smaller lots of about 200 pieces. At this factory, the rule of thumb is a hard die must pay for itself in three years; that means a $90,000 die must save $30,000 per year. It is much easier for the company to justify the investment in reusable, unitized tooling that can be used on many parts, and it's one of the reasons the cabinetmaker uses them.
The cabinetmaker coil-feeds material into the unitized tooling. A typical part might be 2 feet wide and up to 6 feet long. Hitting at 20 to 30 strokes per minute, it takes the unitized tooling 10 minutes or less to make a batch of 200 parts. As in the earlier example, this manufacturer keeps setup time short by using dedicated setups of unitized tooling.
The cabinetmaker also uses it as shared tooling. The company incorporates the data about several similar parts into one template. That way, for example, factory personnel can change over a 36-in.-long part to a 72-in.-long part—perhaps for a wider drawer or taller doo—just by relocating some of the units on the template.
Regardless of the application, stampers want quality holes in the right size in the right place. Unitized tooling can deliver that because the template maintains the accuracy of hole-to-hole location. That goes not just for sheet metal, but also for 3/4-in. plate; stainless steel; copper or brass; aluminum extrusions; structural shapes such as angles, channels, and I beams; and preformed parts on which hole location and/or shape relative to bend angle is critical. Unitized tooling also can be used to produce electrical knock-outs, louvers, and bent tabs.
To maintain quality in the stamping process, the tool needs to stay sharp and the appropriate die clearance maintained for the type and thickness of material. For example, using unitized tooling routinely with 0.006-in. total die clearance, which is comparable to a new turret, is not unheard of.
For special applications, closer tolerances can be achieved. The lineup of the punch to the die in a quality C-frame holder is held within a thousandth of an inch; punch and die sizes are held within half of a thousandth of an inch.
Henry Llop is president of UniPunch Products Inc., Suite 300, 6043 Hudson Road, Woodbury, MN 55125, 651-209-1120, info@unipunch.com.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





