















Editor-in-Chief

Many metal fabricators are looking for ways to eliminate downstream processes where possible. If they look at their punching operations closely, they might be able to find a way to avoid deburring parts after they are taken off of the machine.
The idea of throwing labor at a deburring job just doesn’t cut it in most job shops today.
Metal fabricators want to reign in labor costs so they can be more competitive in bidding against the competitor down the street or across the Pacific Ocean. It’s one of the reasons that this economic recovery has yet to put a real dent in the unemployment rate. Shops have learned to automate more functions that used to require manual labor.
When it comes to the punching machine, fabricators have found that they now can accomplish a whole range of tasks—including deburring—before the workpiece leaves the table. This has proven helpful in reducing or even eliminating downstream grinding.
For the most part, fabricators are relying on new tooling designs to get the acceptable edge that they need. The catch is that some deburring still has to take place to remove the tab left from the microjoint that keeps the cut part attached to the skeleton during the punching operation. The microjoint is created by programming the shearing or slitting tool to leave a space during its operation.
“If you deburr or try to deburr on the punching machine, you still have to hold that part in place. That’s where the tabs come into play,” said Mike Kroll, TRUMPF product manager, punching and combination machines.
Of course, the size of the microjoint can play a very important part in just how noticeable the resulting tab is. Kroll said a tab in the 0.006- to 0.008-inch range is indicative of a microjoint that is the right size for most sheet metal processed on punching machines today. It is large enough to hold the part to the skeleton (in material up to 0.1875 in.), yet small enough either to be deburred quickly or to be left on because it falls within the acceptable guidelines of the job.
The location is important as well. For example, on most rectangular and square parts, the microjoints should be placed in the corners. If done correctly, they should barely be noticeable.
Although microjoints are most widely used to keep these parts in check on the punching table, some fabricators still design wire joints, small wire-like connections between the part and the skeleton, created when the punching tooling leaves a slight gap between two punch strikes. These wires are broken easily when the skeleton comes off of the punching machine table, but a metal sliver still remains.
“It’s very sharp and dangerous,” said Tim Brady, Amada America’s punching and combination product manager. “It has to be broken off and sanded down.”
Needless to say, most fabricating experts recommend replacing wire joints with the microjoint approach.

Figure 1: TRUMPF‘s MultiShear tool produces smooth cutting edges without marring. This tool is designed to deliver the quality of laser-cut edges without the need for grinding. Photo courtesy of TRUMPF Inc.
What about deburring while the part is in the press? That is still possible with the right tooling.
Roller ball and wheel technologies have been around for several years. Murata developed a roller ball approach that basically follows the geometry of the punched part and forcibly reshapes the edge to remove the burr. “We pinch the material top and bottom, and what we do is roll the geometry, so that you eliminate the burr. It’s pretty simple,” said Cary Teeple, sales manager, fabrication products, Murata Machinery USA.
TRUMPF takes a different approach with its deburring tooling. It has a cylindrical wheel with a 45-degree angle on it. That follows the punched part’s outer edge, basically rolling the bottom burr back into the material.
“When we think of deburring parts, we think of removing that burr,” Kroll said. “What we and others really perform is a coining operation.”
Some other tooling accomplishes the same task but without the ball or wheel. Amada’s chamfering tool follows the punched edge works on the lower edge, where the burr is.
“The chamfering tool just goes along the bottom of the part in a nibbling fashion and bumps that burr down so that it chamfers the bottom edge. When set up correctly, the top edge and bottom edge will look about the same in terms of the amount of burr,” Brady said.
Sometimes shearing can lead to unacceptable marks on the outer edge of a part as well. Here, too, tooling has evolved to deliver those edges without the match marks, which look like something has grabbed tightly onto the material and then let go.
TRUMPF has developed a shearing tool that is designed to cut much like a scissors (see Figure 1). The machine oscillates the shearing tool back and forth, cutting on three sides. When it comes time for the final cut, it cuts on the inside of the die, preventing all of the cutting forces from falling on the edge of the material. That redistribution of force prevents the usual match mark from appearing.
What if the last cut of a part not only removed any remnant of that last microjoint, but also totally separated the part from the skeleton? That sounds promising, but the part still has to get out of the punching envelope, right?
That’s where automation has evolved. Part removal is increasingly being used with punching machines.
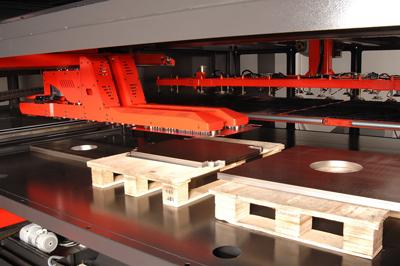
Figure 2: Part sorting automation not only removes the parts from the punching table as they are cut from the skeleton, but also places the parts in stacks of similar parts. Shaking and breaking the skeleton is eliminated as is part organization. Photo courtesy of Amada America Inc.
“In the overall picture, it’s not about speed,” Teeple said. “We’re not looking at speed. When you are looking at parts sorting, it’s going to appear slower. But what it is going to do is give you a lower price cost. That is what you are really after.”
That automated arrangement eliminates the labor to shake and break the parts, to stack the parts in the appropriate stack, and to deburr the edges, because that already has been done on the punching machine.
Vacuum cups and magnets on a robotic arm can reach into the punch press to grab a part as it is punched free from the sheet. The cups or magnets are programmed and activated for picking according to part geometry and nest location (see Figure 2).
“Automation in general makes all of the machines more productive. What I have seen in the last few years from customers is that they really want to reduce the amount of labor involved. It means if the machine can run lights-out or by itself with less operator involvement, they are all for it,” Brady said.
Of course, not all metal fabricators are in the position to purchase new tooling or a new machine with automated part removal and placement. Still, they can take some steps to ensure that they are getting the best possible edge when punching out shapes:
1. Keep the correct die clearance. The rule of thumb is that acceptable die clearance is 15 to 20 percent of the thickness of the material. That provides the best tool life and delivers the shearing power to deliver an acceptable part edge, according to Kroll. If the die clearance is increased, the part ends up with more of a burr. Kroll added that some stainless steel and aluminum fabricators might elect to tighten die clearance to minimize the burr, but they actually end up with more of a sheared edge because the material didn’t have anywhere to go. It also cuts into the tooling’s overall lifespan.
2. Maintain a sharp tool edge. Unbelievably, some fabricators just don’t stay on top of punch tool maintenance. The problem is that dull tooling is not sharp enough to shear the metal; it’s just breaking through and rolling the edge over, creating more burr. Additionally, that lack of shearing ability puts more stress on the punching machine, as it needs more power to get through the material.
3. Be sure the punch and die are aligned. This is particularly important with long cut-off type of tools, according to Kroll. If the alignment of the punch and die isn’t the same and the punch is off by the slightest of margins, the cut edge will be inconsistent. The best way to check this is to look at the slugs. If the slug edge has the same shear edge quality, the tool is aligned.
holder

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





