















Contributing Writer
 |
Maximizing productivity and efficiency of a fabrication operation is usually a matter of taking a series of small steps as opposed to one giant leap. In Good to Great, author Jim Collins highlights the experiences of several Fortune 500 companies that have achieved spectacular success by implementing several small initiatives rather than a single major event.
This principle applies to achieving success in a fabrication shop. By doing many small things right, fabricators can put themselves on the road to higher productivity and profitability. Collins likened the process to a huge flywheel. After several small pushes that start the flywheel turning, the inertia is almost unstoppable.
Evaluating your punching operation—analyzing the tooling that does the punching and examining the slugs that result—can set your shop's proverbial flywheel in motion and get you onto the path that yields a continuous stream of benefits.
Tool design comprises four essential components: punch, stripper, die, and toolholder system. The punching operation's success starts with the features built into these components by the tooling manufacturer.
The Punch. During the punching process, the punch encounters both compressive and tensile forces. As the punch contacts the surface of the material being punched, the punch tip applies pressure to the workpiece until it overcomes the material's tensile strength. The workpiece material fractures, producing the hole and releasing the compressive forces on the punch. As the punch continues to penetrate the die to ensure slug discharge, the workpiece material starts to scrape the punch's flanks.
 |
| Figure 1 Punch features such as 1/4 degree of back taper and near-polished flanks reduce friction and increase punch life. |
Once the punch reaches the bottom of the stroke, it immediately starts to retract from the workpiece. These two actions, the upward punch movement and the workpiece scraping the punch flanks, apply significant tensile forces to the punch tip.
Successful punching relies on features designed into the tooling to mitigate the effects of these unavoidable forces. For example, a good first step is using high-quality tool steels with metallurgical properties designed to resist chipping, cracking, and edge wear, even under extreme circumstances. Another example is the use of a small back taper that reduces the pressure on the punch flank as the punch retracts during the stripping portion of the punching cycle (see Figure 1). One more example is a near-polished surface finish on the punch flanks to minimize the friction and resultant heat buildup during stripping.
The Stripper. The stripper performs two vital functions during the punching process. The most obvious is to hold the workpiece material against the die as the punch approaches, penetrates, and retracts. The second and less obvious function is to hold the punch tip rigid as it punches the hole in the workpiece.
The Die. Punching a hole efficiently requires a precise fit between the punch and the die. Good punch and die alignment, concentric and angular, ensures that the punch can enter the die without making contact with it. Another consideration is die clearance, the difference between dimensions of the punch and the die. Uniform die clearance around the punch's periphery is critical, especially in tools with sharp corners such as squares and rectangles. A small radius in the corners of the die maintains a uniform clearance. As the die clearance increases with material thickness, so does the size of the radius. The proper radius improves part quality and improves die strength (see Figure 2).
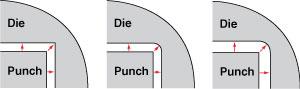 |
| Figure 2 A die with a sharp corner (left) has a die clearance that varies. The clearance at the corner is 41 percent greater than the clearance along the edges of the tool. The excessive clearance in the corner reduces part quality. A die with a radius instead of a corner (middle) has uniform clearance. A radius improves part quality. Thicker materials require increased die clearance (right) and increased radius, which increase the die strength. |
Dies that include a feature for capturing the slug prevent the slug from returning to the die's top surface. The mechanism is only effective if it goes around the entire die periphery. A die design that has an opening with a constriction point below the surface prevents the slug from returning after it passes through this point. After the slug separates from the punch, it is free to fall away from the punching area. This eliminates slug pulling (see Figure 3).
 |
| Figure 3 A constriction point prevents slug pullback when the punch retracts. |
The Toolholder System. All toolholder systems have the same function: to guide the punch tip to the center of the die while holding the workpiece flat against the die's top surface. Accuracy, reliability, and repeatability distinguish various toolholding systems from each other.
Toolholding systems provide the interface between the punch and the punch press machine. They have precise internal and external features to provide concentric alignment, orientation, and angular alignment of the punch tip relative to the X, Y, and Z axes of the punch press. In addition, they need to provide reliable stripping at high speeds. The clearest distinction between tooling systems is guided versus nonguided designs (see Figure 4).
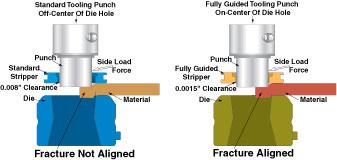 |
| Figure 4 Fully guided tooling keeps the punch centered relative to the die—the tooling resists the side loading and twisting pressures associated with high-speed punching and difficult trimming, parting, and slitting operations. |
A nonguided system includes a stripper that secures the workpiece to the die surface. As the toolholder descends toward the workpiece, the stripper contacts the workpiece and holds it on the die. The punch penetrates the workpiece to produce the hole, then the stripping springs expand to retract the punch tip through the material.
In contrast, the stripper in a fully guided system performs a second and vital function: It supports the tip of a punch as it penetrates the material. Supporting the punch tip at the point where maximum forces are being applied to the punch tip ensures that it enters the center of the die, thus maintaining the correct die clearance. Nonguided systems allow the punch to deflect, which causes the punch tip to enter the die off-center. This is especially prevalent when nibbling. Fully guided systems guide the punch tip and thus eliminate punch tip deflection.
A guided system produces higher-quality parts with greater interval between regrinds. This is especially noticeable at high press speeds and when punching hard materials such as stainless steel. By design, guided tool systems are more robust and components last longer.
Optimizing the die clearance is the single most important contribution to punching success. Using a clearance that is too large leads to large burrs and poor part quality. Using a clearance that is too tight results in parts with poor edge quality, reduces tool life, and leads to more frequent tool component replacement.
Achieving the optimal die clearance improves edge quality, tool life, and regrind interval and reduces cost per hit.
Achieving the correct die clearance is easy, once you understand the punching process. Most punch press tooling is used for making holes in metals that have a crystalline structure with a fracture plane (a line of weakness). The metal's crystalline structure defines the precise angle of the fracture plane. As the punch penetrates the material, it induces the fracture in the upper and lower surfaces of the material and pushes it into the die. When the die has the correct clearance, the upper and lower fractures connect. This frees the slug, releasing the punching force, and discharges the slug with maximum efficiency and minimum force.
A common mistake is to specify a clearance that is too tight, in the hope that it will improve the edge quality. Nothing could be further from the truth. When the die clearance is too tight, the upper and lower fractures essentially miss each other. The only way to complete the punching process is for the punch to continue to push the slug into the die and rip the material apart. The punch eventually produces a hole, but the ripping action results in poor edge quality and significantly more force on the punch tip. The extra force of the punch tip increases the wear, reduces the interval between regrinds, and increases tool replacement costs (see Figure 5).
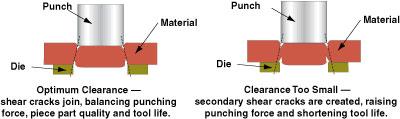 |
| Figure 5 When the tooling has the optimal amount of die clearance, the shear cracks join. This balances the punching force and optimizes part quality and tool life (top). When the die clearance is too tight, the punch process creates secondary cracks, which raises the punching force and shortens tool life (bottom). |
The optimal die clearance depends on the type and thickness of the workpiece material (see Figure 6).
 |
| Figure 6 |
One of the easiest ways to determine the punching operation's efficiency is to look at the slugs. The slug is a mirror image of the hole. A slug provides evidence that tells you if the clearance is appropriate for the application.
The burnished land is the shiny or polished surface below the rollover that is created when the punch initially penetrates the material. When the clearance is correct, the burnished land is approximately one-third the material thickness. The dull surface below the burnished land is the fracture plane. When the die clearance is correct and the machine is properly aligned, the burnished land and fracture plane are consistent around the slug's periphery.
If the burnished land is uneven, then the tool probably is misaligned. If the burnished land is rough and extends more than one-third the material thickness, then the clearance is too tight (see Figure 7).
 |
| Figure 7 A rough fracture plane, a small burnished land area, and excessive burr indicate a too-large die clearance (top). An irregular fracture plane, an uneven burnished land, and secondary shear indicate a too-small die clearance (middle). A consistent burnished land that is approximately one-third the material thickness and an even fracture plane in line with the land are signs of optimal die clearance. |
A good slug means more than just good parts. It also indicates the tool is operating at maximum efficiency, the interval between regrinds is maximized, and tooling costs are minimized.
Proper tool maintenance includes timely lubrication according to the tooling manufacturer's recommendations, sharpening using grinding equipment designed for the job, and regular maintenance of the punch press to ensure turret alignment.
Tooling manufacturers can design tooling for maximum longevity. Tooling that is designed to mitigate punching forces has a longer interval between sharpenings compared with tooling that doesn't have these features. Maximizing the interval between regrinds through use of high-quality tool steels, near-polished punch flanks, and a back taper helps to increase machine uptime and improve part quality.
Furthermore, when the tool does require grinding, the tool steel quality is critical to success. Grinding is relatively easy and quick when sharpening high-quality tool steel parts made with a customized heat treatment process. Also, tools that are convenient to disassemble, grind, and adjust encourage machine operators to perform routine maintenance rather than waiting until the part quality is unacceptable before sharpening the tooling.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





