















Contributing Writer
 |
Higher hit rates on a mechanical ram system are a direct result of the faster axis speeds and quicker acceleration and deceleration supplied by servo systems. A mechanical ram has a fixed stroke length, which starts at the fully retracted position and finishes with the ram at the exact bottom position. This type of system is simple to program and operate, but it does not have all the capabilities of servo-controlled hydraulic ram systems.
Most advances in punch press versatility are associated with hydraulic ram systems. Hydraulic ram systems were introduced to allow the punch stroke to start and stop at any point along the ram path. Starting the ram at a point close to the material to be punched shortens considerably the overall distance the ram travels, providing increased hit rates.
The controllable distance of the punch assembly above the material is called the hover height (see Figure 1). As the hover height decreases, the hit rate increases.
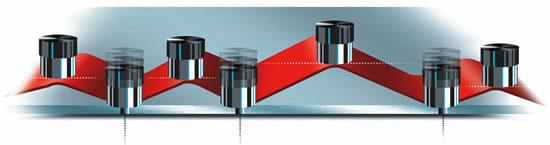 |
| Figure 1: The hover height, which is the distance between the workpiece and the tool, may be varied by the punch press operator. Increasing the hover height can prevent a collision between the tool and the material if the workpiece has previously formed features. The distance to the next hole also affects the hover height. If the distance to the next hole is short, a smaller hover height can help to increase productivity. If the distance is great, increasing the hover height can help prevent a collision if the material is warped. |
If the hover height value is set too small, the punch assembly and the material may collide, particularly during long-distance moves over uneven material or previously punched forms such as knockouts or louvers.
If the hover height value is set too large, the hit rate may be lower than the machine's published specifications, which will decrease the turret's output. The programming system often is used to generate a time estimate for the job, and this time is used to provide a cost estimate for the job. Too large a hover height will decrease throughput and reduce profit margins.
Some turret punch press controls take into account the programmed material thickness and the upcoming axis move distance and then automatically calculate the optimal hover height for that axis move. The punching tool is kept close to the material on short table moves.
When the hits required are farther apart, the system automatically increases the tool hover height to provide clearance for sheet warpage. This helps achieve fast, reliable machine operation without operator or programmer involvement.
 |
| Figure 2: Improvements in control systems allow punch presses to use wheel-style tooling to form sheet metal. Other wheel-style tools can slit the material. |
The ability to control not only the position of the tool but also the velocity of the tool during a punching or forming operation has opened the door for new tooling innovations. Newly developed tooling uses the flexibility of the ram control coupled with automatic tool rotation technology to allow a broader range of punching and forming capabilities.
Wheel-style tooling was created as a result of the ability to position a tool precisely and to rotate, or index, the tool to produce more complex shapes in a sheet metal part. Using accurate ram control and autoindexing, a rotating wheel-shaped tool is pressed into the material. As the table moves the material through the wheel-style tool, the wheel slits or forms the material (see Figure 2).
One example of wheel-style tooling is a ribbing tool. Fabricators often use heavy-gauge materials to increase the rigidity of a finished product. By rolling stiffening ribs into the material, the fabricator can use thinner-gauge material and produce a finished part with the same rigidity as before. Reducing the material thickness can lower both material and shipping costs.
A scribe tool is another example. A diamond-stylus punch is positioned into the material by the ram and remains rigid while the sheet is moved under the tool to create alphanumeric characters, company names, or logos. Character size is unlimited. The width and depth of the scribe can be controlled so secondary operations such as sheet finishing or painting will not hide the scribed marks.
A critical factor determining the success of today's versatile punching, forming, and marking tools is the ability of the machine control and part programming system to integrate the special functions needed for the tools to work successfully.
Most offline programming systems are designed to handle the complex tooling now available. The more critical factor is whether the machine control is able to accommodate the dynamics of the new tooling capabilities.
To use the newest tooling designs, the machine ram position must be controllable to allow minute adjustments in tool position and to set the speed at which the tool enters and exits the material. For wheel-style cutting tools, the distance relationship between the upper and lower wheel, combined with the material thickness and material type, is critical. The dimensions of wheel-style tools must be correctly described to the machine control for the ram to position the tooling correctly.
 |
| Figure 3: Graphic screens prompt operators through tool and job data input, simplifying setup and increasing throughput. |
Equally important is the programmer's input. The programmer must use the proper G codes to implement the procedures for the wheel to enter the material at the correct position for the cut to begin. If the machine control has limited G codes for wheel operation, even though the turret has a servo-controlled hydraulic ram, the ability to cut complex shapes may be limited.
Straight-line wheel cutting requires less sophisticated control than does radius cutting. In many instances, the programmer must control the depth of the upper cutting wheel and input the proper feed rate during radius cutting. The feed rate will change depending on the size of the radius and the characteristics of the material.
The feed rate is especially important with thin material, because if the feed rate is too fast, the material may buckle. Some machine controls automatically calculate the proper changing feed rates as the wheel tool enters a radius and then accelerates out of the radius.
The machine operator plays an important role in the operation of the servo-controlled hydraulic ram system used in today's turret punch presses. The dimensional measurements of the tool, whether it is a punching, forming, wheel-style, tapping, or marking tool, must be input accurately to the machine control.
When new tools are loaded into the turret, the punch length, punch tip recess, and die height must be correctly measured and entered into the control. More sophisticated tools may require additional inputs. For example, a form tool may have both a form height and a lost-motion dimension. Additionally, some form tools may require a dwell at the bottom of the punch stroke to set the material flow.
Machine controls that have graphically based input screens can help simplify operator input (see Figure 3). They display a picture of the tool and prompt the operator to input information based on the graphic.
The flexibility of programmable hydraulic rams, improved machine controls and software, and tooling advancements can help make the punch press a more versatile production tool, which in turn helps increase throughput; decrease setup time; reduce part handling, transport, and secondary operations; and improve part quality.
Rich Dapp is product manager - turret punch presses with Strippit/LVD, 12975 Clarence Center Road, Akron, NY 14001, 716-542-4511, 800-828-1527, fax 716-542-5957, info@strippit.com, www.lvdgroup.com.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





