















Contributing Writer
To most manufacturers, spot welding is the most economical way to join two pieces of sheet metal. While joining sheet metal is the most common use for the process, resistance welding (RW) equipment actually can be used for a large variety of joining and heat-treating projects, some of which are not so well-known.
Annealing of production components often is required. While sending these parts through an annealing oven can be economical, heating entire components often leads to undesirable distortion. Also, if production volumes are limited, oven annealing is not always a practical solution.
For example, a high-carbon-steel component previously had been friction-welded--high-speed rotation of one part against a fixed part--to a stainless steel shaft. The area at the joint became brittle and could not be machined without shattering.
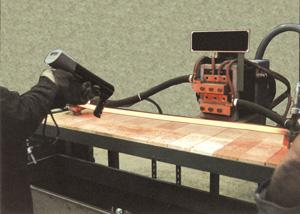
A solution was to pass a current through the joint. The RW control uses an integrated infrared temperature feedback device. The fiber-optic lens that measures temperature is shown in the lead-in photo, just above the electrode on the left side of the weld joint. A fully controlled temperature rise-and-hold curve was achieved to anneal the entire joint without altering the metallurgy or geometry of the rest of the part.
Most people think of the RW process as a way to join round wire to make store displays or dishwasher racks. However, cross-wire welding can be used to join other components, from light bulb filaments to automotive seating.
One example is probably sitting on your kitchen counter: your bread toaster. If you look inside your toaster, you will be amazed at the large number of cross-wire joints used to form the bread guides and connect the heating grids to electrical power.
 |
| Figure 1 It takes more than 84 welds to produce the operating mechanism of a toaster. |
Eighty-four individual spot welds are inside a four-slot toaster (see Figure 1). The welding equipment used to produce the toaster, manufactured by The Standard Resistance Welder Co., Winston, Georgia, enables high-volume production of this assembly with joints that can outlast the appliance's life.
The RW process can be used to securely fuse the cut ends of round or flat wire cable. Fusing stranded wire ends can replace crimp connectors to reduce production cost and increase reliability.
For a typical flat-braided-wire jumper used to connect battery terminals, special-alloy electrodes are machined to capture the strands, and a temperature feedback device is connected to the welding control to apply the correct amount of heat. If done properly, the resulting fused area is one solid copper pad that can be punched.
In production situations, the strand wire feeds continuously from a reel and is cut on-the-fly. This process also is used to produce wire pigtails used to make circuit breakers and switch gear, as well as carbon brushes for brush motors.
DT Peer Company, Benton Harbor, Michigan, was presented with a challenge to find a process that could replace labor-intensive riveting. Two stamped halves of an idler pulley were being joined by 12 rivets. The company added 12 projection bumps to the parts and used projection welding to join the two pieces in one hit (see Figure 2).
 |
| Figure 2 Projection welds replaced 12 rivets on one idler pulley. |
As a result, time for the entire joining process was a fraction of the rivet time, cost of the rivets was eliminated, and the strength of the final product equaled or exceeded that of the riveted assembly, according to the company.
A little-known RW process is required to join greatly dissimilar metals, such as a component used in a switch gear device that consists of two silver contacts joined to a solid copper bar. The percussion welding process uses a specialized RW machine that creates a high-temperature arc between the parts and then rapidly forges the parts together. The actual heating and forging time is less than 16 milliseconds.
When compared to riveted assembly of similar contacts, the joint produced with percussion welding can be stronger and lower in electrical resistance. Because of this, higher current can be conducted through the contacts. Also, the joint will not oxidize over time, which can happen in riveted contact assemblies.
The RW process often joins rolls of nails used in pneumatic nail gun magazines. Two copper-flashed steel wires are projection-welded to each nail in a high-speed, continuous process. Speeds of up to 1,200 nails per minute can be achieved using seam welding wheels on specially designed RW equipment.
The trick to this process is synchronization between the nail feed and the welding control. To ensure that each nail will be secured to both wires, weld current must be applied precisely when the high point of each nail is centered under the welding wheel.
Hot upsetting is used to produce a variety of parts. By using an RW system to heat the end of a metal rod before forcing the plastic-state metal into a die, almost any shape can be achieved with precision and high production speeds.
For example, Banner Welder, Inc., Germantown, Wisconsin, produces automated equipment to hot-upset rivets used to join chain links. Because the rivets shrink as they cool, joints between links are tighter than those produced by other processes. Compared to an induction heating system formerly used for this hot upsetting, localized heating produced by the RW system can yield more uniform rivet heads at higher speeds without changing the metallurgy of the chain links.
RW joining of heat-treated metal and spring steel can be tricky. Temperatures achieved during the RW process typically are in the same range as those of heat treating. Rapid cooling of the welding nugget can cause the joints produced to become brittle. However, advances in modern welding controls allow welding and annealing to be done in a single process.
One example is the welding of hardened balls on the end of engine push rods and rocker arms. In a small-engine rocker arm, for instance, a fully hardened ball is butt-welded to the 1018 steel body, producing a fully ductile joint as strong as the parent metal.
Because of the equipment design and precise control sequence, hardness of the ball remains unchanged. During destructive testing, the stamped part is gripped in a vise just below the pivot hole, and a hammer is applied to the side of the hardened ball. The metal of the rocker body bends, but the hardened ball remains in place.
The manufacturer of small-horsepower engines needed a way to prevent a pretorqued valve assembly from becoming loose during high-speed engine cycle service. The valve assembly consists of a hardened screw running through the center of the spring and a threaded, hat-shaped nut on the bottom. During assembly, the screw is tightened to a precise torque value, and the electrodes come from either side of the nut to join it to the screw.
Because the screw is hardened, a special RW control process was developed to prevent the screw from becoming brittle while securely welding the two parts. This is critical, because failure of this part can cause total destruction of an engine.
Feedback resistance brazing uses current from an RW transformer, passing it through parts to create heat, which then melts the silver solder (or other alloys) and heats both parts to join the components. The process also can be used for soft solder projects.
Recent advances in infrared temperature measurement systems integrated into welding controls allow precise control of this process. Because of temperature feedback technology, the process lends itself to automation.
 |
| Figure 3 Two silver contacts are resistance-feedback-brazed to a copper base. |
Figure 3 shows a high-current switch component with two silver contacts that are resistance-feedback-brazed to a heavy copper component. Electrodes are placed on top of the silver contacts and on the underside of the copper body.
A noncontact infrared temperature measurement system is focused at an area near the joint. This part is produced with a specialized welding control manufactured by Unitrol Electronics, Inc., Northbrook, Illinois. The control-integrated, closed-loop temperature feedback uses a computerized phase shift system to reach the selected temperature at a predetermined rate and maintain this temperature for the selected time.
Joints produced by this method are as strong as those produced by flame or induction processes. However, because the RW process is more controllable and localized, the heat-affected zone (HAZ) on the copper body is smaller, the braze quality is more consistent, and production speeds are faster.
Joining a series of posts to a shotgun barrel is another example of how the RW temperature feedback process is used. These posts connect a ribbed bar used to attach the sighting mechanism. The process can produce fully brazed joints without bending the barrel or changing its cross section, which can affect accuracy.
Other applications in which temperature feedback brazing can replace more traditional induction processes include brazing carbide tips on saw blades, silver soldering copper tungsten faces on copper RW electrodes, and joining eyeglass frame components.
How do you resistance-weld through insulation on magnet wire? Eaton Corporation Automotive Actuator and Sensor Division, Rochester Hills, Michigan, burns off the insulation and welds in a one-step process. A custom welding system is used to weld magnet wires to terminals on automotive electronic transmission coils.
Unstripped magnet wire first is wrapped around the end of a C-formed tab, and then current is passed through the tab using a precision RW system. Heat is created in the bend of the tab to burn off the insulation, and then the two parts are welded together. Wires to both tabs are welded at the same time in one station, and the total welding process takes less than 1/4 second.
Dual Unitrol welding controls monitor both electrode force and welding current during the process to ensure consistent quality for this high-volume part. The system, manufactured by Adaptive Technologies, Inc., Huntertown, Indiana, also checks the electrical resistance of the finished product before moving the coil to the unloading station.
Soldering has been the traditional method of joining parts in manufacturing jewelry. During tradeshows, Taylor-Winfield Company, Brookfield, Ohio, often demonstrates an alternative to soldering. A show machine automatically assembles tie tacks using butt welding to join a sharp steel pin to the back of a dime.
The actual time required to weld the pin is about 50 milliseconds, and no marking or discoloration occurs on the front of the dime. The strength of the joint exceeds that of soldering, and no cleanup is required. In addition, the position of the pin is precise, because the RW system holds both parts under force during the process, making high-volume automation practical.
This machine also illustrates how the Unitrol welding control--without a programmable logic controller--operates all components in the machine, including the vibratory bowl, pick-and-place of dime and tack, welding, weld monitoring, and part unloading.
A system used to produce stainless steel overbraid Teflon® hoses that are cut to length features an automated process that uses a specialized RW control to electrocut and fuse ends of the stainless steel overbraid to prevent flowering of the braid ends.
The Teflon inner hose, which now is clean and cut to length, does not have any loose strands at the ends. This step can make later insertion into hose fittings easier. Parts can be produced automatically at rates up to 650 pieces per hour, depending on hose length.
When the Statue of Liberty underwent an extensive restoration in 1986, the engineers decided to use 1,825 new stainless steel armature bars to replace the original, corroded iron bars that formed the statue's skeleton frame. However, when work began on these parts, the bending process caused hard spots and residual stress.
 |
| Figure 4 An RW system anneals a stainless steel armature strut from the Statue of Liberty. |
The engineers turned to Lors Machinery, Inc., Union, New Jersey, which devised an RW-based annealing process (see Figure 4). The system uses an RW transformer connected by water-cooled cables to clamps on either end of a long table. A hand-held infrared instrument helps to maintain a uniform temperature of 1,900 degrees F over the entire length of each armature.
For almost a century, the RW process has proven to be the preferred method of joining an almost unlimited variety of metal assemblies. In addition to the parts mentioned in this article and listed by members of the Resistance Welder Manufacturers' Association (RWMA), a review of products manufactured in your facility should uncover other applications for the RW process.


The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





