















Continuous improvement for roll forming - Part II
Analyzing problems, maximizing output
Editor's Note: This article is the second in a two-part series.
After you have selected a continuous improvement method (such as the Deming cycle, DMAIC process, or FADE) and familiarized yourself with ways to measure productivity, the next step is to select a specific way to analyze your process. Several methods can help you decide where to focus improvement efforts.
The Five Why Method. The five why technique is a useful way to determine the root cause of a particular problem. It is a matter of asking why an event happened. Rather than stop at the first cause of a defect or problem, you ask the same question—Why"—repeatedly until you discover the root cause.
For example, a roll former with a post cut shear crashes and causes the material to buckle. Why did the material buckle? Because it jammed in the shear die during the cut. Why did the material jam in the shear die? Because the die was dull. Why was the die dull? Because it wasn't removed for sharpening during the last maintenance rotation. Why did it miss the rotation? Because of poor record keeping.
Despite the process's name, it doesn't rely on asking why exactly five times. The process continues for as many whys as necessary to get to the root cause.
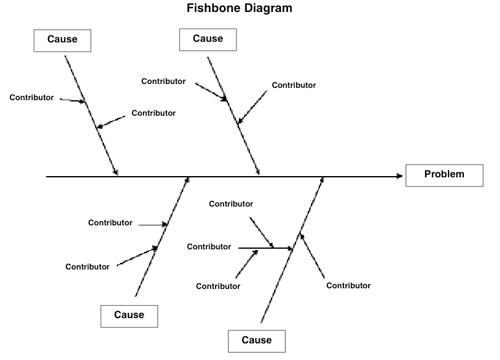
Cause-and-Effect Diagram. When investigating production problems, it is important to analyze the various causes responsible for a particular effect. Fishbone diagrams can help to identify the various causes and contributing issues (see Figure 1). While these diagrams do not necessarily indicate the relative magnitude of each cause, they do help limit the scope of subsequent data-collection efforts.
Fishbone diagrams are best developed in a brainstorming setting with people directly involved in the process. Each branch off the main problem line represents a potential cause leading to the problem. Additional contributing factors are also shown for each branch.
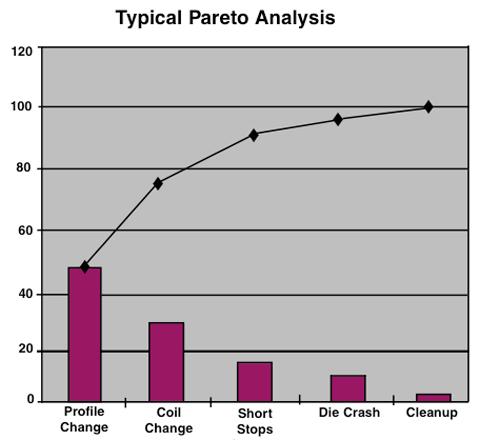
Pareto Analysis. Named after its inventor—Italian sociologist, economist, and philosopher Vilfredo Pareto—a Pareto chart is a histogram of items sorted by descending frequency. It often shows that a high percentage of problems (downtime, slowdowns, and defects) are caused by only a few issues. For example, Figure 2 shows downtime reasons for a single machine over a month of production. Approximately 75 percent of the downtime resulted from profile or coil changes.
Pareto charts may be used in a progressive fashion to drill down through more levels of detail. In the example given, the next step may be to create a Pareto chart for coil change delays by operator, material, or product.
SPC Tools. Although a full discussion of statistical process control (SPC) falls outside the scope of this article, it may be useful to consider two aspects of SPC when dealing with defect rates in a process. It is important to determine whether the process is in control and if the equipment can reliably manufacture products within the required tolerance.
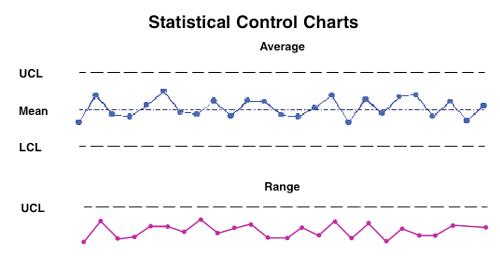
The first step in SPC is to measure a characteristic (such as length) of five consecutive parts at regular intervals. The second step is to analyze the data to determine the average measurement and the range of measurements. The third step is to plot these measurements on corresponding graphs (see Figure 3). The average and range values are based on the amount of error (the difference between nominal and measured values). Control limits (upper and lower for average values and upper for range values) help to determine whether the process is in control.
The following are guidelines for determining control:
- No points are outside the control limits.
- The number of points above and below the center line is about the same.
- The points seem to fall randomly above and below the centerline.
- Most points, but not all, are near the centerline, and only a few are close to the control limits.1
The next step is to find out if the equipment is capable of reliably producing to within the required tolerance. To do this, run a sample of 25 to 100 parts with a competent operator running typical material. Measure each part with sufficient precision. From this data you can do some calculations that provide a few key metrics of process capability. The first of these is the process capability index, or CP. This reveals natural variation of the process to the specified tolerance range. The other commonly used capability index is CPk, which shows how well the data is centered. CPkis equal to CPif the data is perfectly centered about the nominal value.
Performing capability studies before starting an improvement project provides a baseline. Using control charts on a regular basis (daily, if possible) monitors the process to ensure that it remains in statistical control.
Improvement Techniques
After you identify problem areas, the next step is to address them. While processes such as kaizen blitz help with general problem-solving, you can use other techniques that specifically target downtime (SMED) and quality (ZQC).
Single Minute Exchange of Die (SMED). SMED, an automotive industry initiative, was designed to reduce die changeovers from several hours to less than 10 minutes.
The following are the three major stages of the SMED system:
- 1. Determine exactly which steps can be performed while the machine is running (external steps) and which can be performed only when the machine is stopped (internal steps).
- 2. Find ways to convert internal activities to external activities.
- 3. Streamline all activities to reduce the changeover time.
For a roll former with a single-mandrel uncoiler, a few activities can be done in the first stage of SMED, such as moving the new coil to the uncoiler. An upgrade to a double-mandrel uncoiler shifts the loading and unloading of the coil to be external steps. This reduces the internal steps to just two: rotating the uncoiler and threading the new coil. Adding a coil accumulator eliminates all internal steps because every new coil is loaded and butt-welded to the previous coil while the machine is still running.
Zero Quality Control (ZQC). Rather than catching defects or mistakes after they've occurred, ZQC works to prevent problems. This involves 100 percent part inspection at every step (automated if possible), immediate feedback if problems occur, and the use of poka-yoke (mistakeproofing) systems wherever appropriate.
The poka-yoke approach typically involves the use of simple sensors or jigs to either let the operator know immediately if something has been forgotten or improperly installed or to prevent mistakes to begin with. A simple example is an electrical connector that is asymmetric and therefore can be plugged in one way only.
Capturing the Gain
OEE and associated analysis tools can help you optimize processes without capital expenditures.
In some cases, this may mean upgrades of uncoilers, mills, or press systems to improve areas that are restricting productivity. In other cases, it may still be necessary to purchase new machines, but these purchases can be made with the knowledge of which features really aid in effective production.
Efficiency improvements can result in lower labor costs for the same output. In situations where the sales volume is fixed, reductions can be made in the number of shifts or overtime hours required. The newly created free time also can be spent improving machine reliability through autonomous maintenance or on other improvement projects.
In Overall Equipment Effectiveness, Robert Hansen describes various scenarios involving the financial impact of increased OEE.2In the case of fixed sales, Hansen demonstrates how a 10 percent increase in OEE could lead to a 21 percent increase in operating income and a 21 percent increase in return on assets (ROA). Obviously, the magnitude of improvement varies from operation to operation. These calculations were based on labor savings at normal rates; in many cases, much of the labor savings would be at overtime rates.
In cases where the sales volume can be increased to meet the new capacity, dramatic financial gains are possible. Using the same scenario, but with the factory running at full capacity because of expanded sales, Hansen shows the same 10 percent OEE increase led to a 62 percent increase in operating income and a 54 percent increase in ROA.
How difficult is a 10 percent improvement in OEE? In the example OEE calculation, reducing the average coil change time from 7.88 minutes to 5 minutes and reducing the average profile change from 66 to 55 minutes would result in a 10 percent increase. In contrast, to achieve the same OEE increase by simply running faster would require the mill to run an average speed of 633 FPM, which is 20 percent higher than the rated speed. This illustrates that good information is key to making effective improvements.
The state of competition dictates that if you are involved in manufacturing or engineering, you must use reliable strategies for continuously improving productivity, quality, and reliability. The financial benefits of continuous improvement can be considerable, while not pursuing improvements means you are probably losing ground to your competitors.
Andy Allman is president of AMS Controls Inc., 12180 Prichard Farm Road, Maryland Heights, MO 63043, 800-334-5213, info@amscontrols.com, www.amscontrols.com.
About the Author
About the Publication
subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





{kind=link}
{kind=link}
{kind=link}