















Senior Editor
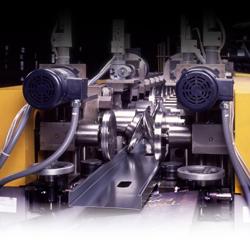
Figure 1 A roll forming system with fully automated adjustments can run a variety of part gauges, web widths, and flange heights.: Photo courtesy of Formtek Metal Forming Inc.:
The economy has changed the roll forming business, some say for good. For decades many roll formers have specialized in high volumes, taking on those long-term contracts. Not anymore. In some niches like the building sector or tube production, short runs have played a significant role for years. In other sectors, short runs are the new normal.
"Some [roll formers] have seen a drop in business between 40 and 60 percent," said Jeff Carson, international sales manager of Samco Machinery Ltd., Toronto, Ont., Canada. "When companies aren't getting the volumes they used to, they're bringing on more products to make up for the loss."
"Roll forming has been a great tool for mass production," said Andy Allman, president of AMS Controls, Maryland Heights, Mo. "But historically, changing over from one profile to another has been laborious."
If roll formers feed other operations with large batches of parts, work in process mounts. That's not lean by a long shot. So more roll formers have taken on short runs, and to compete, they're thinking about roll forming production in new ways, especially in how they change over between runs. Streamlined changeovers may have set a roll forming operation apart from competitors in the past, but in some sectors today, quick changeover simply has become a necessity for survival.
Physically moving one roll set and loading on another often doesn't cut it anymore. If you replace roll set A with roll set B, the outboard stand has to come off, and you basically ruin the setup of roll set A. On older systems, this is exactly what happens when the upper shaft is raised to remove the roll tools manually. The operator must remove the roll tools, spacers, and shims; place new tools on; tighten everything up; jog the material through; and make adjustments as necessary to find that sweet spot again. In a short-run environment, this can be a serious drain on cash, as can numerous coil change-outs and part programming at the machine.
Machine technology has advanced to the point where a roll forming system can cost-effectively handle a lot size of one. This is an extreme scenario, but one that today's equipment can manage.
So said Jack Pennuto, sales manager for Warrensville Heights, Ohio-based Formtek Metal Forming Inc. He described roll forming lines "that are able to computerize the changeover for the next product." These fully automated roll formers have motor drives that adjust each roll setup for various flange heights and web widths. "It's possible they could run 20 or more different part sizes in a shift," he said.
Such automated systems have electric motors that can make adjustments for web widths, flange heights, and gauge changes. Some in the building sector thrive off such systems because, while basic design and product families may be limited, part variation abounds. In these cases certain roll forming systems can automatically adjust tooling to produce myriad variations of gauges, flange heights, and web widths.
Electronic control of length changes is another tool that adds flexibility. Older machines have gauge bars or flag switches. As the part emerges from the machine, it hits the switch, which triggers the cut. If the length changes, the operator adjusts the switch, runs test pieces, checks the length, makes an adjustment, and so on. Certain materials can distort if they hit the switch too quickly, which limits the line speed. Part lengths also can be only so long.
"The switch to electronic systems freed up a lot of things," explained Allman. "Now you can run any kind of part length, and there's no real downtime or scrap associated with the length change. The same goes for in-line punching. Now all the operations are controlled by computer, so you can go from one punch pattern to a different punch pattern on the fly with no scrap or downtime."

Figure 2 Roll formers with rafting use quick-change cassettes to eliminate the need to remove rolls from shafts.: Photo courtesy of Samco Machinery Ltd.:
Single-point adjustment also has helped speed changeover between gauges. Say a job changes from 16 gauge to 20 gauge. In a manual situation, the operator would adjust the upper shaft down on the inboard and outboard sides—a process that, if done frequently, can add hours of downtime to a shift. "So some have opted for a single-point adjustment," Carson explained, which allows an operator to use a caliper and a hand wheel to make the adjustment for the entire machine.
Another common solution is roll formers with rafting, in which a roll forming system is divided into a series of interchangeable cassettes (see Figure 2). Each cassette consists of a series of roll shafts and tools, along with a bottom plate that locks into the body of the roll former. With these, the operator doesn't have to remove rolls from the shafts themselves. The sweet spot isn't lost.
"By using quick-change cassettes, you don't disturb the setup," said Carson, adding that in one recent installation, the company is roll forming five products on one line. "It takes about 12 minutes to change from product A roll tooling to product B roll tooling, because they're just exchanging cassettes."
Using multiple rolls, side by side and separated by spacers, also can add efficiency for short runs. Between products, the operator instructs the control to shift the line over and, using a laser, aligns the new roll tools with the coil. Some uncoilers have a power-traversing sub-base, which means the operator doesn't need to take the time for alignment (see Figure 3). The roll forming system uses a laser to align with the new coil, telling the operator exactly where it needs to be, and the uncoiler's power-traversing sub-base can move left to right (up to 6 inches in either direction) to fine-tune the alignment.
This brings up another essential tool for short runs: multiple-head coils. Today, dual-head uncoilers have become more popular, sources said, simply because they're so critical in a quick-changeover environment. Uncoilers can have up to five heads for certain applications (see Figure 4).
An emerging technology involves automated coil warehousing and feeding, which adds coil changeout flexibility by eliminating the need to transport a coil to and from the roll former. As one product runs, the system readies the next coil, no fork truck or coil car required.
Quick-changeover equipment on the floor is only half the equation. The other half is software to manage information flow from order entry to program input on the machine itself. Controls and associated software can download part information from a company's enterprise resource planning (ERP) system. Translating software help take orders from the ERP system and queue them up for production. At the roll former, the operator selects the next program, the tool adjustments are made, and the next operation is good to go.
A roll forming company can take two approaches. In one case the ERP system has all engineering data and so feeds it directly through translation software and to the roll forming machine. In other cases, the ERP software is separate from an engineering data management system, which can include information such as a directory of DXF files. In this case, both the order information and engineering data are filtered through specialized software and, again, downloaded to the roll forming system.
"When a product is sent to the roll forming line, you have to marry up the two pieces of information to make sure the correct punching patterns are there along with the production order," Allman explained.
Sometimes the flow of information goes beyond the four walls of a company. Allman described one application for high school bleachers in which the bleacher maker sends files with complete part information to the roll forming company every day. "Every part that's produced is considered completely unique by the roll forming company," he said, adding that the roll former automatically pulls information from those customer files, including part lengths, hole profiles, punch locations, and material information. "Parts are produced the same day and ink-jet printed with an identifier. You have extremely short runs, just exactly what the customer needs—completed within hours of the order.

Figure 3 This uncoiler has a power-traversing sub-base to help align the coil with the roll forming machine.: Photo courtesy of Samco Machinery Ltd.:
Historically, roll forming hasn't had high labor content, so it hasn't been as susceptible to offshoring as other processes. But as runs become shorter and changeovers more frequent, labor content rises.
In a way, the economy has forced the matter. Roll formers are adapting to lower volumes, and according to sources, the need to adapt won't go away with the recession.

Fastening the roll shaft to the stand with C-washers, instead of traditional bolts, can speed manual changeover.: Photo courtesy of Formtek Metal Forming Inc.:



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





