
















Vice President Segments, Extraction and Filtration Division

Figure 1
The combination of a negative pressure zone in front of the extraction area and an extraction arm enables the welder to work up to 5 feet from the extraction device, yet still have a fume-free breathing zone.
Welding large fabrications, frames, and complex geometries can pose challenges for capturing or controlling the associated weld fume. Further, compliance with recent Environmental Protection Agency (EPA) regulations is forcing fabricators to rethink roof exhausters they have relied upon to keep weld fume in check.
While best practice is always to capture weld fume as close as possible to the source to improve energy savings, protect workers, and prevent fume migration, many fabrication shops simply can’t capture fumes at the source. Factors that might prevent local capture include:
In many facilities the challenges to control weld fume vary from application to application. That makes the successful approach to fume capture for one fabricator much different from another fabricator’s. For example, an ambient collection system that cleans a large area of the plant clears the fume haze, but does not directly protect the workers’ breathing zones while they are welding. This raises an important point: The one-size-fits-all strategy for large-part welding is not realistic. That’s why a coordinated approach is necessary to create a strategy that successfully addresses the capture of weld fumes in large-component welding environments.
Optimized Source Capture. Before completely abandoning the idea of source capture, a fabricator should consider the variety in quality and performance of source-capture hoods. One just might work for a particular application.
Some slight improvements may enhance the fume collector’s performance enough that source capture becomes feasible. A well-designed source-capture hood using an extraction arm can capture weld fumes up to 20 inches from the source. Air volumes of 750 to 1,000 cubic feet per minute (CFM) are required to achieve this capture range.
In addition to conventional extraction arms, a new technology that induces fume capture from distances of up to 5 feet from the welding source is available. This technology creates a negative pressure zone in front of the typical extraction area. Combined, these actions create a precisely defined area of source capture (see Figure 1), which funnels the weld fume particulates toward the center of the arm to maximize the extraction efficiency. The extended capture distance provides the protection of a traditional source capture, but with increased production by reducing or eliminating interaction the welder has with the extraction arm.
Local Hood. The next consideration for localized fume removal is a type of local hood. Examples of this style are a simple, single, benchtop slotted hood or a series of fixed hoods in an arrangement that targets specific fume-generation zones. This type of configuration often works well when workers have the ability to manipulate (that is, rotate, turn, or raise) the hood and weld in relatively consistent locations.
Picture a large weldment on which welding is occurring on each end, requiring frequent repositioning of an extraction arm or mobile fume extractor. Strategically placed hoods close to these two (or more) locations along the length of a large weldment could be a viable solution.
Hoods typically can be designed to capture fume effectively approximately 24 in. away from the source and with a range of motion that suits a limited range of setups or different component geometry. These hoods can be ducted and paired with small, nearby fume collectors dedicated to specific workstations. This approach minimizes duct size and reduces installation and operational costs when compared to ducted central systems. It also provides a degree of flexibility if process or setup changes.
New dust collector and filter technology is capable of delivering acceptable performance with small footprints and smart, integrated controls, making this approach a more viable option. In some situations, the cross-draft or downdraft hood may be integral to the dust collector.

Figure 2
A retractable local containment enclosure can be extended (left) during welding to prevent weld fumes from escaping the area and collapsed (right) when not in use or when a new large weldment is moved into place.
Local Containment. Instead of trying to capture the fume near the source, containment isolates the fume-generating area from the rest of the plant. Air is evacuated from the isolated area, keeping it under a negative pressure and preventing the contaminant from migrating uncontrolled through the plant.
Advantages of local containment are that it provides freedom of movement, minimizing the air volume requiring protection and, therefore, reducing the size of the fume collector, blower horsepower, and associated installation and operation costs. When the application allows for it, the required air volumes needed to contain the fumes can be relatively small. This is accomplished by reducing the size of the isolation area openings into which ambient air is drawn. By creating some type of enclosure or booth from materials such as sheet metal or weld curtains, a fabricator can create a local containment zone.
Material handling can sometimes be a drawback to the local containment strategy. For instance, if a fabricator has an enclosure with a roof and the weldment needs to be lowered into the area and lifted up when completed, this can present a challenge. In some cases, building a hinged hatch within the top of the enclosure can solve this problem.
Retractable enclosures recently have become an option to consider for applications that allow welders to quickly create an enclosure but avoid the material handling problems (see Figure 2).
An additional, significant downside to containment is that it might not effectively protect the worker from exposure to the weld fumes.
Ambient. Ambient fume extraction systems are for environments where capturing near the source or containing a workstation is not an option. Ambient fume extraction systems maintain the desired air quality levels by filtering the air volume of a given area on an air change schedule capable of removing fume concentrations quicker than fume is being generated by the welding process. For most applications, four to six air changes effectively control the fume, but for heavy fume concentrations, up to 10 air changes may be required.
Turning over large volumes of air is a costly method in terms of dust and fume collection equipment, duct sizing, installation, and, most importantly, operation. As an alternative to exhausting air, filtering and returning clean air to the building may offset operational costs for factories with air conditioning, heat, or large makeup air needs. Just as with the local containment options, worker exposure to weld fume is not necessarily resolved with an ambient system.
Ambient systems can take many forms, and the larger the area the fabricator needs to protect, the more variables there are to consider. The building design, the number and type of welding stations, part access, and building temperatures are just a few factors than can make an impact on a successful system design.
To optimize the effectiveness and operational costs, fabricators should keep the following in mind when designing an ambient fume extraction system:
Welding creates tremendous amounts of heat, which causes a rapid thermal rise of the fumes. This makes collection near the floor level difficult. Fabricators can observe the process and welders to find where the fume is concentrating and then locate the hoods in these areas to capture the fumes effectively. Trying to capture the fumes close to the floor requires more energy.

Figure 3
Welding curtains are used to create an ambient welding area that mimics a much larger local containment area with extraction hoods and clean air return at welding stations.
Minimize the air volume being protected as much as possible. Fabricators can think of the system as a much larger local containment area and isolate the area where the welding is going on so they are not cleaning more air than is required (see Figure 3).
Recirculating the filtered air can be leveraged to develop air patterns that can enhance fume extraction. These systems, sometimes referred to as push-pull systems, can improve capture and reduce operating expense. The returned clean air can be used to direct the fume toward the extraction point. In many cases, this is pushing the air on one side of the welding bay and collecting it on the opposite side. Fresh air also can be blended into the returned airstream to help with arc gases or control temperature in the area.
It is important that fabricators consider how the prevailing air currents from the HVAC or other systems are influencing the air movement and make use of it in the design of the extraction system. Integrated fume extraction with HVAC or makeup air systems are also options to consider. Some caution is recommended when dealing with heavy fume applications because an acceptable air change schedule needs to be maintained, which puts considerable stress on equipment and amplifies the need for more maintenance on cooling or heating coils. In most cases, it is best to understand how the two systems can work independently rather than complicating one or the other by integrating them.
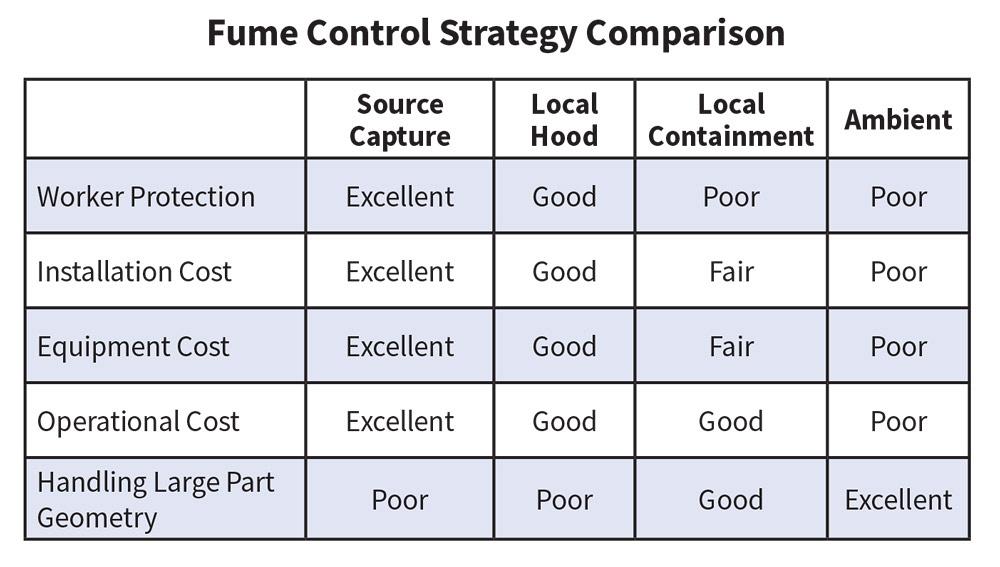
Many ways are available to successfully control weld fume on large-part welding. With each solution comes trade-offs on cost, performance, and worker protection.
Figure 5 provides a relative comparison of the trade-offs for the different weld fume control strategies. Having a firm understanding of the goals of the fume control project will help guide fabricators through the process to select the system that best matches their operation. Consulting a subject matter expert within the industrial filtration profession can help them review the situation and present an option that meets their goals.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}