















National Director, Workers’ Compensation and Ergonomics

Rarely do stellar safety practices make headlines. They seem to be in the spotlight only if they represent something better than before, like when a plant previously plagued by workplace hazards reinvents its safety culture. The safety problem spurred positive change.
It really shouldn’t be this way. Good safety practices should build the foundation of a modern manufacturer’s culture. After all, many in earlier generations pushed their children toward “something better” than old-school manufacturing, where the hours are long, the workplace dirty and dangerous.
Manufacturers everywhere struggle to find good people. With unemployment rates at record lows, good people looking for jobs have choices. The best among them aren’t likely to choose a dangerous workplace.
The challenge is twofold. It’s sometimes difficult to realize a workplace isn’t safe until after an accident happens. Once it does happen, managers only then realize fully how costly those accidents can be, both financially and culturally.
They knew it before, of course, but they never thought it would happen to them. They kept safety buried as they worked tirelessly to meet ever-more-stringent customer demands.
To jump-start a positive safety culture and safeguarding program, without anyone enduring a serious or even catastrophic injury, requires two things. One, people must learn how to “see” safety problems and know what it takes to resolve them without hindering overall productivity. Two, they need to make the business case for it.
Machine safeguarding is becoming an increasingly intricate proposition for today’s manufacturer. Aiming to improve safety in and around machinery, numerous safety standards and regulations challenge shop operators who, above all, must squeeze out increased productivity in an ever-volatile business climate.
How does a fabricator know that the tasks performed by each employee are done safely and efficiently? How does he know when administrative measures are adequate and enforceable? How does he know when existing machine guards are not impeding productivity and are sufficiently safeguarding all personnel that encounter the hazardous area? The answer is a well-documented, effective machine guarding risk assessment.
OSHA federal regulations (1910.132) require that a manufacturer perform a job hazard analysis. It requires that all tasks and the hazards associated with those tasks be documented and mitigated.
A risk assessment takes this process further by determining whether the hazard is tolerable and by detailing the method of hazard mitigation. But where and how do you start? What company resources can be devoted to the process?

Figure 1
This shows an initial assessment of a C-frame press. With a low score of 50.00, this machine is recommended for a full risk assessment.
While a litany of methodologies, computer apps, and providers can help produce risk assessment documentation, it is up to the organization to provide the weight and resources to make the process successful. It is best to divide the effort into phases: first, a machine guarding review; second, a deep-dive, machine-specific assessment; and third, the hazard mitigation implementation.
This birds-eye-view assessment establishes a “thumbs-up or thumbs-down” evaluation of existing safeguarding (see Figure 1). Fresh eyes often provide a better picture of the current state, so in many cases, an outside entity performs this review without much direct participation from in-house personnel.
This initial assessment triages safeguarding needs. The assessment team usually spends a few minutes on each machine. The reviewer determines if the existing guarding is compliant, if a lockout/tagout procedure is in place, if the machine has a compliant e-stop, and if any additional safeguarding needs to be added.
The assessor then speaks briefly with machine operators, area supervisors, and maintenance staff to uncover any machinery idiosyncrasies. If he deems the current safeguarding inadequate, he notes it for further review. Full facility reviews typically take one to three days, and the results can be used to plan a plantwide machine guarding improvement program.
The resulting machine guarding review documents typically include an executive survey and a detailed spreadsheet that identifies machines and a safety and health audit score ranking for each. The assessor may add subjective comments to provide additional safeguarding direction.
The spreadsheet helps determine tolerable and intolerable machine-related risks. Tolerable risks are mitigated with administrative measures. Tolerable risks typically occur infrequently and result in minor or negligible severity of harm. Vigilant training and detailed written procedures can mitigate most tolerable risks.
Intolerable risks require further review that results in additional machine guarding. It is the intolerable risks that keep company owners up at night, and a successful safeguarding program can mitigate these risks.
Intolerable risks are deemed as such for various reasons. For instance, a risk’s severity of harm may be small, but it also may be very likely to occur, thus creating a degree of intolerable risk. Conversely, another risk may have a low occurrence potential, but the harm could be catastrophic.
In general, intolerable risks can cause lost-time incidents, which can be extremely expensive, both in direct and indirect costs. These incidents include amputation, dismemberment, and sometimes death.
Machines or processes scoring high enough in the initial machine guarding review are considered intolerable hazards. These machines need an additional, more exhaustive review—a machine-specific risk assessment. This dives deep, details specific tasks, identifies hazards and their causes, and helps bring about an engineered safeguarding solution. Unlike in the initial assessment, reviewers conducting a machine-specific risk assessment may observe a single machine over several hours or even days.
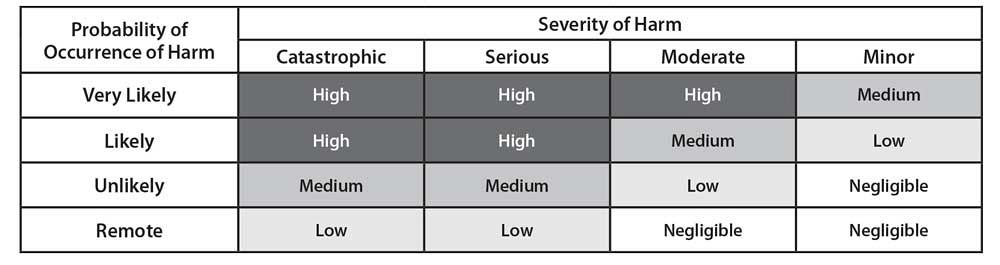
Figure 2
This matrix details the severity of harm and occurrence probability for a task.
The task-based risk assessment is incorporated in the ANSI B11 family of general industry machine safety standards through the ANSI B11.0, Safety of Machinery—General Requirements and Risk Assessment. The assessment marries hazards to tasks and applies a matrix of probability of occurrence and severity of harm. It connects specific tasks to specific hazards. These task-hazard pairs are then assigned a level of risk: high, medium, low, and negligible (see Figure 2).
The goal is to move every task’s risk level to low or negligible, but the reality is that every task has at least some risk. Achieving “zero risk” is simply unattainable, which is why you won’t find “zero risk” anywhere on the matrix.
This level of assessment requires a collaborative team that brings together multiple perspectives. At the very least, this team should include a representative from upper management, the floor supervisor, a machine operator, and an experienced outside safety systems integrator.
Each plays a specific and independent role. Upper management must emphasize safety’s importance and commit resources and funding to safeguarding. As discussed later, without buy-in from the top, any safeguarding program is doomed to fail.
The floor supervisor knows how things actually work in the shop. Many safeguards, once implemented, impede work flow. That’s because the numerous operational variables, best understood by the supervisor, were not incorporated into the safeguarding system design. The floor supervisor must voice his opinion about whether a safeguarding scheme will impede or enhance throughput.
More than anyone else, machine operators understand the intricacies of each machine and how it fits into the manufacturing process. Their input is invaluable. Ultimately, they are the ones who must use the safeguarding system successfully and not be compelled to circumvent it.
Finally, the safety systems integrator brings expertise in the applicable standards and regulations. This person also has the technology and product knowledge necessary to develop the best safeguarding for the applications at hand. Most safety integrators also can be relied upon to do a professional and correct installation and retrofit.
After they have identified and assessed the risk of these task-hazard pairs, team members then conceive of and then implement safeguarding strategies. To do this properly, the group needs to understand what exactly defines successful safeguarding. Specifically, a safeguard must:
Safeguarding that makes the operator’s job more difficult, or creates other hazards, will be discarded shortly after implementation. This is why it is so important for the assessment team to understand the application.
Proper hazard assessments should be at the heart of any safety program. After all, how can you make an operation safer if you really don’t know how safe (or unsafe) it currently is?
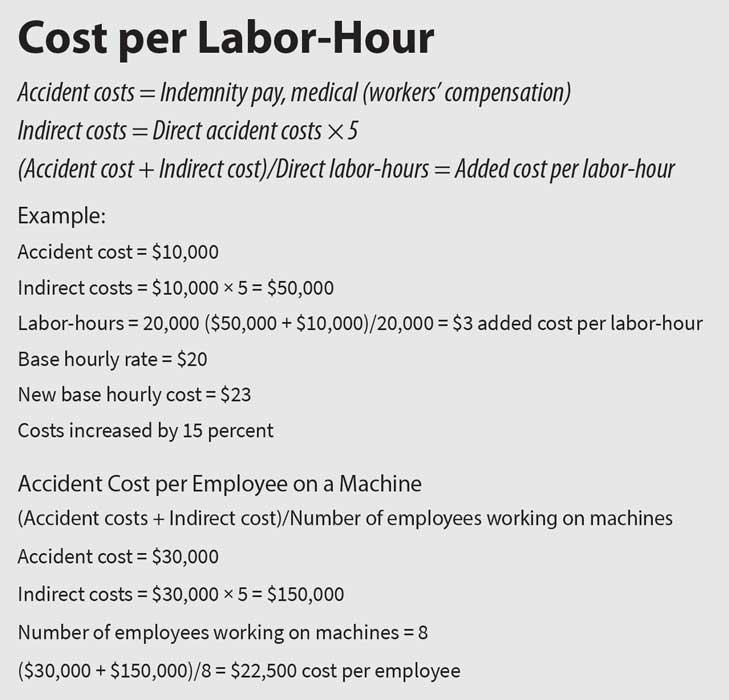
Figure 3
These calculations help put safety in a business perspective. Accident costs include the direct costs under workers’ compensation. Indirect costs are estimated to be five times the direct accident costs.
Assessments, along with training and investments in safety devices, require time and money—and therein lies the problem. When cutting costs, many organizations target safety. Safety processes compete for the same dollars as other programs that generate revenue.
And revenue is the key. It is imperative that a safety program be viewed as a revenue generator. Making a strong business case can convince management that a good safety program will produce a positive return on investment. This approach makes the case that safety is an investment that generates a return, not simply a cost of doing business.
One obstacle people in safety encounter is in the language they use. They talk about frequency or severity of injury, OSHA recordable injuries, and lost time. Managers don’t always speak in this language. They want to know how all this relates to operations. How does it benefit the company’s production? How does it relate to profit?
Those involved in safety need to speak in the language of management—about profit margins, productivity, quality, ROI, and return on equity. Accident costs have to be evaluated in terms of equivalent earnings. Equivalent earnings equal total cost expressed in terms of the profit margin. Dividing the equivalent earnings by the total number of outstanding shares will give a cost per share.
Let’s say that Company A has a 5 percent profit margin, 1 million outstanding shares, and a total accident cost of $100,000. What would this cost be in equivalent earnings? It would be $2 million, because—with margins at 5 percent—the profit that revenue generates is $100,000 ($2,000,000 × 0.05). Put another way, the company must earn an additional $2 million in revenue to wipe out the effect of a $100,000 accident. And because the company has 1 million outstanding shares, the accident—again, with equivalent cost to earnings of $2 million—would cost shareholders $2 a share ($2 million accident cost/1 million shares = $2 a share).
Middle management tends to be more concerned about production levels and budget, but the goal is still profit, not just production. Lost production from an accident leads to costs, which have an earnings equivalent based on the profit margin.
If a company has the equivalent earnings number, it can determine an accident’s cost per unit and, ultimately, determine the number of units that need to be produced to pay for the accident. Of course, there’s no guarantee the company will sell those additional units! So, if an accident’s earnings equivalent is $2 million, and a widget costs $100 per unit, the manufacturer needs to make 20,000 units to pay for the equivalent cost (20,000 × $100 = $2 million). Of course, it wouldn’t actually make 20,000 extra units after an accident. Instead, the earnings equivalent of $2 million is charged back to the department and considered a budget item. Managers are responsible for production and budgets, so this is a good method to hold managers accountable for accidents and safety.
Another way to communicate the importance of safety is determining the cost per labor-hour as well as the cost per employee on a machine (see Figure 3). This cost comprises direct costs, including the indemnity pay and medical expenses that come from workers’ compensation. An accident also has indirect costs, such as plant floor interruptions, time that it takes supervisors to manage a safety situation, and the time it takes to do an accident report. According to the safety literature, this cost can be anywhere between three and 10 times an accident’s direct costs. A good estimate to use is five times the direct accident costs.
All this helps make the financial case for safety. Viewed in this way, good safety practices improve profits, provide an ROI on productivity, improve organizational metrics, and help an operation align with corporate financial goals and values.
This view complements the formal risk assessment, which objectively measures the current state of hazard on the plant floor, safety training, and machine safeguarding. Taken together, this view puts safety in a business framework and, ultimately, helps manufacturers do the right thing.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





