















Chairman

Most spot welding machines complete a full sequence automatically when initiated, regardless of what’s between the tips.
Just like a loaded gun, an air-operated resistance spot welding machine can be dangerous without properly trained operators who take appropriate safety precautions.
Depending on the material thicknesses being welded, achieving a good spot weld requires forging forces from several hundred to several thousand pounds. If you are careless, these forging forces have the capability to cause severe bodily injuries. For example, a typical spot welding tip with a ¼-inch-diameter weld face used in conjunction with 600 lbs. of force will deliver more than 12,000 lbs. per square inch (PSI) to the part being welded. If you are not careful, it will deliver that same force to your hand or finger (see Figure 1).
Adding to the potential danger, most spot welding machines complete a full sequence automatically when initiated, regardless of what’s between the tips. With that in mind, the best way to ensure that you are operating the machine in a safe manner during a repetitive process is to design and install a welding fixture to locate and hold weldable parts to avoid manipulating them.
A system setup that includes the proper tooling fixtures and pinch-point and safety guarding typically will allow you to load parts manually and then remove your hands from the welding area before initiating the sequence, usually with dual palm buttons. The tips of the machine will not close until the welding control receives the “all clear” signal.
However, if you are welding a variety of parts, it is not always possible to use this type of tooling, so you’ll have to ensure your own safety in other ways.
Spot welding machines are available in two basic styles—rocker arm and vertical-action press-type machines. Each style has unique safety measures that you should be aware of.
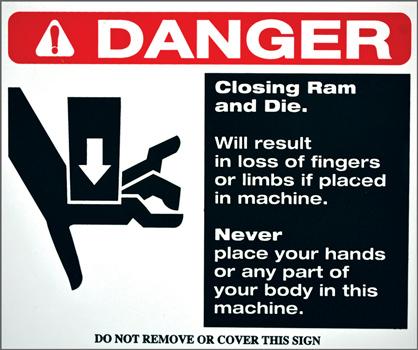
Rocker arm spot welding machines typically are used to join large sheet metal parts. The operator holds the sheet with both hands while he manipulates the assembly in the throat of the machine to access all the weld locations. If this describes your setup, you should have a graphic pinch-point warning sign prominently displayed, and the machine should be initiated only with a shrouded foot switch.
In addition, make sure you have been properly and thoroughly trained on the machine, including verbal and written instructions on how to keep your hands away from the tips (see Figure 2).
Although using both hands to hold the part is usually enough to ensure that fingers are not in the pinch-point area, you can augment safety by selecting the right machine for the job and setting it up properly (see Figure 3).
A simple way to reduce the potential for pinch-point injury is to position the machine’s electrode tips so close together—typically with a gap of about ¼ in.—that it is impossible to place a finger between the tips before the weld stroke takes place.
To overcome clearance problems caused by such a short working stroke, an adjustable- and retractable-stroke air cylinder is a highly recommended option for both rocker arm and press-type spot welding machines.
Retraction, sometimes called “high lift,” makes it easier to load 3-D parts, such as those with flanges or lips, into the throat before welding.

Figure 1
A typical spot welding tip with
a ¼-in.-dia. weld face used in
conjunction with 600 pounds of force
will deliver more than 12,000 PSI to
the part being welded. If you are not
careful, it will deliver that same force
to your hand or finger.
If you operate a welding machine with retraction, it’s highly likely that you use a separate shrouded foot pedal to activate the high lift function. This action raises the upper electrode to allow the extra clearance needed to load the part into the machine’s throat before reverting to the short working stroke for repetitive welding. However, if you have not been trained to use this retraction feature, or if it is not adjusted properly, an additional pinch-point hazard can arise when the machine comes out of retraction and closes the gap between the tips before welding.
The Occupational Safety and Health Administration (OSHA) requires passive guarding against pinch-point injury. This means that there can be no way to defeat the protection system and that overall machine safety cannot depend upon adjustments that you are able to make.
Since the gap between electrodes can vary depending on the setup, at present the best way to meet this OSHA requirement is by installing a pinch-point safety device into the machine control. This device senses for conductivity as it brings the contact tips together with low force. If it does not pick up the presence of electrical conductivity, it does not allow the machine to apply the full forging force required to make the weld. In other words, it must sense metal between the copper tips rather than a finger. If conductivity is not sensed, the weld sequence is interrupted and the tip lifts and releases your finger before serious injury can occur.
A vertical-action press-type spot welder operates much like a rocker arm. Holding a part with both hands, you can initiate the weld with a shrouded foot switch. Again, you should use a pinch-point safety device or reduce the gap between the tips.
Hand-loading projection welded nuts or studs puts you at a high risk of suffering a pinch-point injury every time a part is welded because the gap between electrodes usually must be greater than ¼ in. to load the part. With that said, it is much safer to locate the nuts or studs before you place the part between the electrodes.
Additionally, if the part can be supported in a fixture, you can initiate the weld with dual hand buttons installed with an anti-tiedown and antirepeat safety circuit. If this method is not practical, the pinch-point safety device should provide you with the required protection.
Another option when welding nuts or studs is to use an automated bowl feeder and placement mechanism, which should keep your hands completely out of the pinch-point zone.
When it comes to safety regulations, press-type projection welders with locating tooling mounted to T-slotted platens in the throat of the machine are considered to be much like a sheet metal stamping press: The parts being welded are loaded by hand into a fixture in the pinch-point area directly under the ram.
Dual palm buttons connected to an anti-tie down and antirepeat circuit have long been the standard initiation method used for projection welding machines. However, due to the potential for carpal tunnel syndrome, optical-touch sensors have replaced the old-style palm buttons that require physical force to depress.
More prevalent than ever is physical machine guarding made of wire mesh or Plexiglas® that is designed to protect you from pinch-point injuries.
Some guards even include access doors that close automatically before the welding cycle begins.
Perhaps the best way to ensure spot welding safety is to replace the operator with a robot that manipulates a fixtured part inside the throat of the machine. However, few plants can afford that luxury and today most spot welders are still manually operated.
Therefore, just like dealing with a loaded gun, operator training and a culture that encourages safety first should be a top priority.

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}