















Band sawing bundled shapes
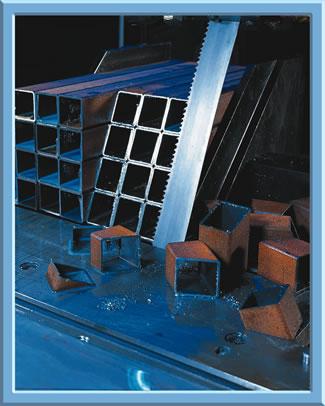 |
While band saw users bundle stock to cut more pieces per shift, they lose 40 to 50 percent of their sawing efficiency cutting the air between workpieces. Blade life also is reduced as much as 25 percent when cutting rectangular steel tube, pipe, and other bundled shapes.
However, selecting the proper saw blades and workholding tools that stabilize the bundles can have a significant impact on throughput and profitability. Integrating the saw blades and workholders can help maximize bundle cutting productivity.
Process Economies
Whether a saw is cutting bundles or single pieces, the same factors impact the economics of sawing.
The right saw blade can improve throughput dramatically, and the least expensive blade isn't always the most cost-effective. The true measure of band sawing productivity is more than just the price of the blade spread over the number of cut parts. It really involves the overall cost per cut, including labor, sawing machine burden, and blade costs. The result amortizes the total cost of the job over the number of good-quality finished parts.
Machine costs include the total value of the machine time based in part on local labor costs. For instance, for bundled-stock sawing, setup costs are included in the calculation. The blade purchase price is spread over the number of pieces cut, factoring in the cost of unproductive downtime for blade changes. The best blade for a bundle-cutting operation is the one that minimizes cost per cut and maximizes productivity.
Blades for Bundles
Band sawing bundled stock creates multiple interrupted cuts that amplify stresses on the blades. Compared with annealed barstock, hot-rolled steel pipe typically reduces cutting speeds 20 percent and reduces blade life 15 to 20 percent. Each tube or profile in the bundle collects work-hardened chips and abrasive swarf that increase blade wear.
Moreover, productive bundle-cutting capacity is ultimately limited by vibration. Vibration between poorly nested round or angled pieces compromises the quality of cut ends and takes a toll on saw blades. Heavy-walled or flanged beams are especially prone to movement, and blades pinched by cut pieces wear out faster. As a result, with blade guide arms opened wide, bundle-cutting capacity is just 75 percent of vise capacity.
Of course, not all blades are created equal. Optimal performance is dictated by blade construction, tooth geometry, pitch, and set. Bimetal blades are recommended for cutting stacked thin-walled shapes. They provide a strong profile and smooth tooth face that reduce friction and heat buildup common when cutting stacked materials.
Tooth geometry, including rake angle, clearance angle, and gullet depth, are optimized for different applications. Thin-walled stock, the most common in bundle-sawing jobs, is best cut by regular tooth profiles with 0 to 6 degrees of rake. Positive-rake teeth, from 5 to 15 degrees, create a cleaving action more suitable for sawing thick-walled pipe and solid shapes.
Tooth pitch generally is based on workpiece size. Rule of thumb calls for a pitch that keeps at least three teeth in contact with the workpiece at all times to dissipate chip-loading forces and prevent tooth breakage. Variable-pitch blades that eliminate vibration are recommended for cutting bundled stock. Thicker-walled workpieces require a coarser tooth pitch such as 4/6 or 3/4.
Tooth set—the left and right displacement from the steel backing—promotes coolant flow and chip evacuation at the cutting point. Blades with a heavier or wide set have added kerf clearance to eliminate broken teeth and ample swarf clearance for longer blade life. They are especially useful for cutting heavy-walled, flanged beams in bundles.
Know the Machine
Productive cuts require constant attention to band saw parameters. Like all parameters, the right blade tension is the one that provides the best combination of throughput, quality, and life. For bundled and single cuts, blade tension should remain constant throughout the cut.
Blade tension is determined both by the band saw machine and the selected blade. Blade manufacturers typically specify 30,000 pounds per square inch (PSI) of tension on machines using bimetal blades measuring 114 inch or wider. While higher-than-usual tension may be appropriate for some hard-to-cut workpieces, it can reduce blade life. Conversely, inadequate blade tension can result in a crooked cut.
The material and the workpiece size determine the band saw speed and feed rate. Routinely, operators should push the full machine feeds and speeds recommended by the blade manufacturer to maximize productivity and optimize blade life.
However, this is not the case when cutting stacked structural low-carbon steels, even if they are thin-walled. Slower feed rates, up to 30 percent lower, are recommended to counter beam deflection and prolong blade life. A too-high feed rate will cause blade teeth to chip as they enter the workpiece. The chips fall off, enter the hollow cavity, and become harder than the workpiece material, making blade entry more difficult.
When the band saw blade is properly tensioned and feeds and speeds are properly set, a sawing machine should cut without vibration or chatter. High-pitched sounds during bundled-stock cutting indicate machine troubles. These harmonic sounds warn that the blade tension is too low or the distance between blade guides is too wide. They also can signal problems with nesting fixtures, incorrect blade pitch or cutting data, or a coolant mixture that is too lean.
A rigid, stable setup is important to prevent chatter when sawing bundled stock, and a properly maintained band sawing machine is essential to cut quality and optimal saw blade life.
Clamp Down
Bundled workpieces generally are not perfectly straight, nor do they have perfectly identical dimensions, and they are prone to move within the stack. The resulting movement and vibration shorten blade life, disturb workholding fixtures, and can cause out-of-square cuts. Binding or pinching blades also can jam the machine and damage saw blades.
Workpieces need to be secured tightly and properly to minimize movement as much as possible. Vertical hold-down clamps can secure the bundle from the top. Some manufacturers prefer a steel strap to hold the bundle from the top and a vise to grasp it from the bottom.
Coolant and Cutting Fluids
Cutting fluids are essential in most band sawing operations. Applying high-quality coolants in the right spot maximizes lubrication and flushes away chips.
Bundle cutting requires careful attention to the coolant. Coolant nozzles must flood the cut. Splashing fluid over the saw does little for the workpiece. Likewise, mist cooling systems that spray small quantities of fluid on the blade may provide a cleaner workplace but do not remove chips.
Chris Martensen is a band saw specialist with Bahco North America Inc., Box 2036, Scranton, PA 18501-2036, 800-828-9893, ext. 224, fax 570-877-5687, lori.nguyen@bahco.com, www.bahco.com/us.
About the Publication
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Steel industry reacts to Nucor’s new weekly published HRC price

2
How to set a press brake backgauge manually

3
Capturing, recording equipment inspection data for FMEA

4
Are two heads better than one in fiber laser cutting?

5
Hypertherm Associates implements Rapyuta Robotics AMRs in warehouse
