















Global Product Manager, Metal Products

Figure 1: This bimetal blade is designed specifically for cutting bundles and structural material.
For years the band sawing operation was a bit of a tortoise, at least relative to other processes in sheet metal, plate, and structural fabrication. Compared to other cutting operations—be it with a laser, plasma torch, or turret punch press—it took a long time for a saw to cut through a workpiece of any substantial size.
But times have changed. Band saws now slice through metal at an unprecedented rate. In the past a bimetal blade cutting through a 10-inch-diameter round bar of 316 stainless could take 23 minutes; now shops are accomplishing the same in less than half the time. And for I, H, and other structural beams, the cut time has shortened to the point where the indexing time between cuts (depending on the length of the beam, of course) can be close to the actual cutting time (see Figure 1).
This trend not only makes band sawing more efficient, it also has made looking at the big picture even more important. Factors like operational consistency, material handling and indexing, blade life, and cut quality also enter the equation. To that end, here are five questions you can ask to help determine the total cost of your band sawing operation.
Being a mechanized process, band sawing doesn’t require a lot of direct labor. What dominates are the fixed costs—overhead, front-office workers, effectively all the expenses it takes for a factory to keep its doors open. For example, if the fixed cost or burden rate for your band saw is $100 an hour, that’s $800 over one shift of work. What if that band saw could cut twice as many pieces during a shift? That would save $800 in the burden rate over a given day, thanks to higher productivity. Getting more out of your existing band saw may help you avoid hiring more people or buying more equipment. To do this often involves taking a look at the band saw blade.
Band sawing essentially is a machining process. It cuts away at the metal and produces metal chips. Any machinist will tell you that achieving a precision cut takes more than sharp edges. It also takes a rigid machine, including a rigid toolholder.
The tips of band saw blades have evolved to become precision cutting tools, but they sit on a less than optimal “toolholder”: that is, the backing steel of the band saw blade, typically a grade of carbon spring steel. In a traditional operation, the blade cuts along a single plane, one straight line across the entire workpiece. This forces all teeth within the cut kerf to engage the metal simultaneously. That’s roughly analogous to aggressive milling, or “hogging out,” on a milling machine.
In recent years, though, machinists have discovered that removing a lot of material quickly and producing a smooth finish requires a different approach: high-speed machining. Instead of diving into the workpiece with one long cut, the cutting tool engages fewer cutting edges at once on each pass. With few cutting edges engaged at once, it takes less pressure per cutting-tool point to penetrate the metal. This allows the machine to mill with less pressure but still remove more material in less time.
To a certain extent this idea also can be applied to band sawing, but not by simply reducing the feed pressure. This would not only increase cut time, but also prematurely wear your blade. Instead, it’s about better tooth geometry, optimal pressure, and reducing the number of teeth engaged in the workpiece at a given moment.
To accomplish this, advancements have focused on the shape of the blade back itself. Unlike a conventional blade back edge that is parallel with the blade teeth, the back edge of certain newly developed blades are angled or tapered at specific points. The degree, length, and shape of these tapers are dictated by the cutting application.
Consider two blades, one designed to handle up to a maximum of 40-in.-wide material and another for cutting a maximum of 20-in.-wide material. Those two blades will require starkly different size teeth, of course. The 40-in. piece generally requires larger teeth (fewer teeth per inch, or TPI) because it has to travel a long distance once inside the cut, cutting and storing chips inside the gullet between the teeth before they evacuate at the end of the cut. Using a smaller tooth and finer pitch on such a long cut requires proportionally higher cutting forces, and forces the teeth to rub along the work, resisting penetration. This potentially causes crooked cuts and shortens blade life.

Figure 2: This band saw indexes quickly to bundle-cut rectangular tube. With the actual cut time dropping, all the other elements of a band sawing cycle, including indexing time, become much more important.
Besides differences in teeth size and pitch pattern (which have become standard in the industry), there also can be differences in the tapers on the back of the blade. It’s a subtle difference, but that small change in the taper can make a big difference in the blade performance.
As the back edge of the blade travels, it presses up against the band saw machine’s guides; these tapers cause the blade to oscillate slightly up and down. This in turn causes the blade to enter the workpiece in a rocking motion, causing the blade to cut on multiple planes. The result: Fewer teeth engage the metal at once.
This means that it takes less cutting pressure per inch to remove metal, which produces a smooth cut surface. It also improves cutting efficiency and shortens cycle time.
The actual cutting is just one component of the overall cycle time. After cutting, the saw lifts out of the cut, indexes the material, clamps it, and descends the blade to begin the next cut. In recent years machine manufacturers have worked to significantly shorten indexing time, and for good reason. With the actual cut time dropping, all the other elements of a band sawing cycle, including indexing time, become much more significant (see Figure 2).
Similarly, material handling processes have helped automate loading and unloading. Some modern band saw systems have sophisticated magazines that you can load, and programs can be made ahead of time and loaded into the CNC, eliminating programming time during the changeover. Offloading systems have advanced as well. Taken all together, a band saw system now can operate lights-out, unattended—something that not long ago just wasn’t feasible.
A comprehensive understanding of work flow needs to enter the equation too. After offloading, cut material needs to flow efficiently to downstream processes. Productivity gains are harder to come by if you’re just overloading a downstream operation. If you do this, your band saw may be twice as efficient, but you may not be shipping any more products than you did before. For this reason, be sure to keep the entire work flow requirements in mind.
Band saw scrap and rework drive costs up and hamper productivity. Most blade and machine manufacturers have recommended speed and feed charts. Besides characteristics of the blade itself, two primary factors regulate how quickly a saw makes a cut: One is the rate of descent of the sawing head, and the other is the pressure associated with that descent. Many view these as one and the same, but they are not.
Some operators let the rate of descent exceed the blade’s beam strength or ability for the teeth to penetrate. This puts excessive pressure on the teeth and causes the teeth to strip or the band to bend. From there the band takes the path of least resistance, deflects left or right slightly, and begins cutting down at an angle, causing a crooked cut. Crooked cutting also can be caused by too fine of a tooth pitch for the work being sawed, low blade tension, or worn guides.
A poor or crooked cut may need to be recut, trimmed, filled with weld, or scrapped entirely. For aerospace material in which component weight is critical, the tolerance is zero for crooked cutting, and the cost of that rework and scrap adds up quickly.
In this case, reducing the feed can overcome the problem. Alternatively, a tapered back blade can help, because fewer teeth are simultaneously engaged in the cut. With fewer teeth engaged, you get better penetration and reduce the risk of deflection.

Figure 3: A smooth cut surface like this, produced with a blade having a tapered back, improves quality and helps avoid problems like blade pinching.
Be aware also that you shouldn’t feed too lightly, either, because that will cause another problem that can lead to premature blade wear and a rough cut finish: premature tooth dulling from rubbing, not cutting. Dulling teeth take the path of least resistance, which often is to either side, and not straight down.
Various factors can cause unplanned downtime, and many have to do with improper band saw settings or using the incorrect blade for the job.
Consider a pinching situation when cutting a large I or H beam. Internal stresses in the work build as the blade cuts through. Once those stresses release, the cut portion of the workpiece may physically move, begin to close in behind the cut path left by the blade, and grab the back of the blade, causing it to stall.
The same thing happens when, say, cutting a branch on a tree with a hand saw. At a certain point, depending on your cutting angle, gravity causes the branch to press down against the saw, making it difficult to move.
When band sawing metal, a wider kerf can help eliminate the problem. Specialty blades designed for structural beams and similar materials produce an extra-heavy kerf, minimizing the chance of pinching during an operation.
Back to the tree example, there’s another reason that the hand saw becomes pinched. The cut surface the hand saw produces usually isn’t the smoothest. When a tree pinches the saw, it tends to get stuck in place against the rough ridges of your cut in progress. If the surfaces were smoother, the tree branch wouldn’t become stuck so easily.
Similarly, when you are band sawing metal, a smooth cut surface allows the backing steel of the blade to slide more freely, so you avoid getting stuck by pinching. Modern blade technology, including the tapered back, makes this smooth surface possible (see Figure 3).
Blade changeover also adds to your downtime. To reduce the changeover frequency, you may find that it is cost-effective to pay the extra money to purchase a high-end blade. Also, before you purchase your next band saw machine, consider that blade length also affects changeover frequency. A band saw runs in a loop, and the shorter that loop is, the more frequently the teeth engage the metal. A longer blade will give you longer blade life and fewer changeovers. You also reduce the proportional expense of the weld splice, as it’s better to amortize that cost over a longer blade than a shorter blade.
Regarding the blade splice, note that the flash-welding process that forms the blade into a loop doesn’t involve alloying. The process doesn’t use filler metal, so counter to common belief, the joint is not inherently stronger than the base material. That’s why if a blade does snap prematurely from improper operation or maintenance, it’s likely to be along the weld joint.
Related to this is basic preventive maintenance. As a cutting tool, the band saw is somewhat unusual because it isn’t locked down in place. It moves, so it relies on rollers or carbide pads to keep aligned, and these are subject to wear.
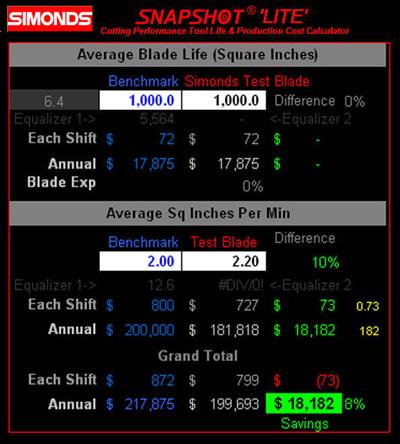
Figure 4: As shown in this online cost calculator, myriad variables go into determining the true costs behind a sawing operation. (Source: Simonds International, www.neveryieldtosteel.com/downloads/Si monds-SnapShot-Additional-Info.pdf.)
Monitor the alignment of the wheels holding the band saw blade. Those wheels have bearings that wear over time, causing the wheels to misalign to a point that the blade can begin to rub against the flange of the wheel. This creates burrs and causes severe work hardening on the blade’s back edge. When this happens, the blade snaps prematurely.
Finally, don’t forget the cutting fluid. Once the saw tip enters the workpiece, there’s very little opportunity for the fluid to remain on the tip. That’s why band sawing usually requires a rich fluid concentration, with more lubricant for maximum adhesion. The better the fluid adheres to the tip during the operation, the more consistent your cutting will be, and the longer your blade will last.
No manufacturing process is an island (see Figure 4). Procedures throughout the organization can influence band sawing productivity. For instance, say your company stocks a certain material that needs to be annealed before it can be cut on the band saw. So you send it out to be annealed.
You could cut this material in its natural state, but your band saw expenses would double. But does this extra cost in band sawing outweigh the money spent transporting and annealing the material? Opportunity costs play into this equation too. Does sending parts out for annealing cause orders to be late? Do customer relationships suffer? Indeed, these considerations apply not just to band sawing but to any situation. In manufacturing—and, really, in any business—it always pays to look at the big picture.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





