















Los rodillos para placa siguen rolando placa más pesada
Rodillos de geometría variable procesan placa increíblemente gruesa

Figure 1: Las máquinas de la actualidad están hechas para rolar en frío placa bastante gruesa. Aquí, se está probando una máquina rolando en frío una placa de 8 pulgadas de espesor. Ahora se han construido algunas máquinas para rolar en frío placa de hasta 11 pulgadas de espesor. Foto cortesía de Faccin USA
Los rodillos de placa se han vuelto sumamente grandes. Los fosos para máquina son más profundos, los bastidores enormes, los rodillos cada vez más grandes. Ciertas máquinas tienen especificaciones que dicen que éstas pueden rolar placa de ciertos límites de elasticidad a 4, 6 y 7, e incluso 11 pulgadas—en frío.
“Estaba parado cerca de un rodillo en un taller”, dijo Bob Stasalovich, director de ventas y mercadeo del fabricante de rodillos para placa The Sertom Group (TSG) North America, Roscoe, Ill. “Mido alrededor de 1.80 metros, y este rodillo me llegaba más o menos a la mejilla. Eso les da una idea de qué tan grandes son estas máquinas”.
Los nichos a los que dan servicio los talleres que pueden rolar en frío placa de 4 pulgadas o más gruesa han tenido un boom (vea la Figura 1 y la Figura 2). Sistemas de rolado muy pesados están fabricando recipientes que en años pasados tendrían que haberse enviado a casas de forjado.
Según las fuentes, varios factores están incentivando la demanda. Primero está el aumento en la demanda de los sectores que proveen infraestructura y generación de energía. Segundo, mucho fierro viejo permanece en los talleres de fabricación pesada; muchos se están actualizando, y el tipo de máquina que están comprando ha hecho dicho rolado pesado práctico y rentable: el rodillo para placa de geometría variable.
Sistemas de geometría fija
Los rodillos comunes para placa de doble punto de sujeción y geometría fija pue-den tener tres o cuatro rodillos, donde los rodillos inferiores suben para encontrarse con un rodillo superior fijo. Este arreglo predomina en la mayor parte de la industria por una razón: es simple y eficiente; pero conforme las placas se hacen más gruesas, surgen desafíos, y la mayoría tienen que ver con lo que los rodillos para placa, sin importar el tipo, dejan atrás después de una operación de rolado inicial: la sección plana sin doblar.
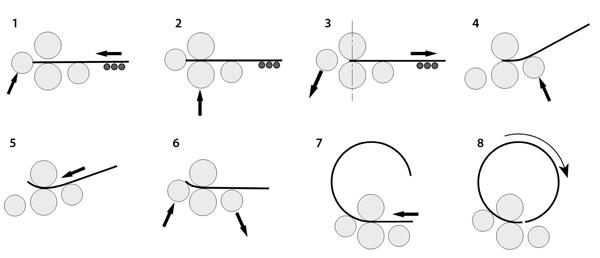
Todos los rodillos para placa necesitan sujetar el borde de la placa, lo cual significa que una pequeña parte de material de ese borde permanece plana. En un sistema de tres rodillos de geometría fija, el predoblado minimiza estas secciones planas sin doblar. Los rodillos de compensación suben para encontrarse con el rodillo superior y doblar el borde delantero de la placa hacia arriba. Entonces, un operador puede pasar la parte plana de la placa a través de los rodillos abiertos y posicionar el borde trasero para el segundo predoblez. Si hay poco espacio, un operador puede usar una grúa para quitar la placa después del predoblez inicial y girarla 180 grados para hacer el segundo predoblez. No obstante, el rolado comienza sólo después de que los bordes delantero y trasero son doblados (vea la Figura 3).
Los sistemas de cuatro rodillos tienen tres rodillos en la parte inferior; un rodillo de sujeción en el centro y un rodillo de compensación en cualquiera de los lados. Esto significa que la máquina puede predoblar, rolar, y luego hacer el segundo predoblez (en este caso podría llamarse postdoblez) en el borde trasero. Esto le da al sistema de cuatro rodillos un ligero impulso de productividad, el cual, según señalaron las fuentes, es la razón de que los sistemas de cuatro rodillos se hayan hecho tan populares en ambientes de rolado de producción como plantas de to-rres de viento (vea la Figura 4).
Rolando como una prensa
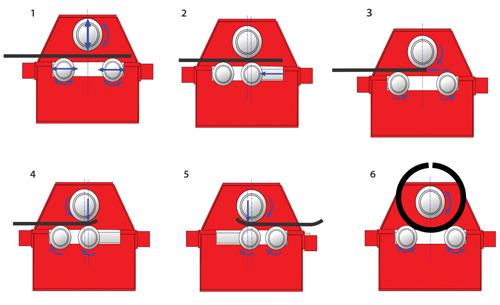
La máquina de geometría variable o de eje variable es otra cosa. Sus dos rodillos inferiores se mueven lateralmente, el rodillo superior verticalmente. El sistema en realidad actúa más como una prensa dobladora equipada con un dado variable en V (vea la Figura 5 y la Figura 6).
“Los dos rodillos laterales del rodillo de placa de eje variable son muy simi-
lares a la cama, y el rodillo superior puede operarse como la cortina de una prensa dobladora”, dijo Orazio Davi, presidente del fabricante italiano de rodillos para placa Promau/Davi, con oficinas en Estados Unidos en Loves Park, Ill., y con un centro técnico en Dallas.
Figure 5: Las máquinas de geometría variable se parecen a las prensas dobladoras más que los sistemas de rolado convencionales. Como un punzón de prensa, el rodillo superior desciende para rolar la placa al diámetro deseado. Imagen cortesía de TSG North America.
Mientras más ancha sea la apertura del dado en V, mayor será el tonelaje que puede manejar una prensa, y lo mismo aplica para una máquina de geometría variable. Los dos rodillos de compensación inferiores son como los dos hombros de un dado variable en V. Para formar metal más grueso, los dos rodillos inferiores se separan, y el rodillo superior, actuando como un punzón de prensa dobladora, desciende a una posición especificada para rolar el diámetro de cilindro deseado.
Si una prensa dobladora normalmente dobla placa de 0.5 pulgadas de espesor pero a veces necesita doblar 0.75 pulgadas, “el operador sacaría un dado en V de 6 u 8 pulgadas de ancho que usan para doblar correctamente la placa de media pulgada, y lo reemplazaría por un dado más grande, de 12 a 14 pulgadas de ancho—y de repente requiere menos tonelaje por unidad de longitud para doblar”, dijo Steve Bonnay, gerente de producto del fabricante de rodillos para placa Faccin, con oficinas centrales en Italia, y oficina en Estados Unidos, en Tampa, Fla. La misma lógica, dijo, aplica a la máquina roladora de geometría variable. Mientras más alejados estén los dos rodillos inferiores entre sí, menos fuerza por unidad de longitud se requerirá para rolar placa gruesa.
Para predoblar en un sistema de geometría variable, el operador puede ali-mentar la placa, paralela al piso, y mover un rodillo inferior virtualmente debajo el rodillo superior a la posición precisa requerida para producir una sección plana mínima (vea la Figura 7).
La sección plana sin doblar
La física del rolado hace inevitable una cierta cantidad de secciones planas sin doblar, pero el cálculo de la cantidad de sección plana sin doblar depende del tipo de máquina. Un sistema de geometría fija deja secciones planas sin doblar entre 1.5 y 2 veces el espesor máximo del material para el cual está hecha la máquina. Por lo que si dicho sistema está diseñado para rolar placa hasta de 4 pulgadas de espesor, dejaría entre 6 y 8 pulgadas de sección plana sin importar el espesor de la placa.
Esto ocurre debido a que el rodillo superior está fijo y los rodillos inferiores siguen sólo un eje de movimiento, hacia el rodillo superior, o alejándose de éste. Un sistema de geometría fija para placa de 4 pulgadas está diseñado de forma que los rodillos inferiores hagan contacto con esa placa en el punto justo de forma que puedan hacer un predoblado y crear la sección plana más angosta posible en el borde—de nuevo, entre 1.5 y 2 veces el espesor del material. Sin embargo, si esos rodillos predoblan placa de 0.75 pulgadas, harán contacto con el rodillo superior en el mismo lugar que si estuvieran predo-blando ese material de 4 pulgadas, dejando hasta 8 pulgadas de sección plana. “Eso es un problema”, dijo Bonnay. “La mayoría de los talleres que rolan placa de 0.75 pulgadas de espesor no sobrevivirían con 7 u 8 pulgadas de sección plana”.
Los sistemas de geometría variable no tienen este problema, debido a que los dos rodillos inferiores pueden posicionarse debajo del rodillo superior en el punto preciso para dejar una sección plana mínima sin doblar para el material en uso. Independientemente del espesor de la placa, la sección plana usualmente es de 1.5 a 2 veces el espesor del material. Como explicó Davi, “los rodillos laterales de los rodillos para placa de eje varia-ble pueden ser abiertos y cerrados por el operador para crear la abertura perfecta con relación a la placa específica que se va a rolar en la máquina en esa ocasión”.
No es que una máquina de geometría fija no pueda diseñarse para manejar espesores extremos, sino que la mayoría de las operaciones no ven placa de 6 pulgadas de espesor a diario. Volvamos a las secciones planas sin doblar. Los sistemas de geometría fija dejan secciones planas sin doblar hasta de 2 veces el espesor máximo del material para la máquina, independientemente del espesor real de la placa entre los rodillos. Los sistemas de geometría variable dejan secciones planas sin doblar de hasta 2 veces el espesor de la placa que está en la máquina.
El sistema de geometría variable además tiene un beneficio si se requiere re-rolado, de nuevo debido a la operación del sistema similar a la de la prensa dobladora. Como un punzón de prensa, el rodillo superior desciende a la costura soldada a la mitad de la sección plana sin doblar y rola el metal al radio deseado. “Realmente es un rodillo de prensa”, dijo Stasalovich de TSG. “El rodillo superior es capaz de bajar y luego rodar hacia ade-lante y hacia atrás ligeramente sobre esta área, y no se pierde capacidad de espesor significativa como en otros estilos de máquinas roladoras”.
Si un trabajo requiere un cilindro sin sección plana sin doblar en la costura, se requerirá re rolado. De nuevo, ninguna máquina puede rolar un radio justo en el borde de la placa, pero con frecuencia las máquinas de geometría variable permiten a los operadores ajustar paráme-tros para corregir algunas diferencias en redondez, explicó Davi, y agregó que, en algunos casos, dicho ajuste de parámetros puede eliminar la necesidad de re-rolado.
Producción contra trabajo a la medida
Todo esto no quiere decir que los sistemas de geometría fija no tengan su sitio, especialmente para material más grueso. Una máquina de geometría fija hecha para placa de hasta 1.5 pulgadas dejaría secciones planas sin doblar de hasta 3 pulgadas de ancho, lo cual puede ser aceptable para diversos trabajos de calibre delgado. El trabajo ocasional que requiere menos sección plana sin doblar, o ninguna, podría soldarse y luego re-rolarse.
Como siempre, la elección de la máquina depende de los requerimientos de la aplicación. Las aplicaciones de uso rudo usualmente caen en una de dos categorías: trabajos a la medida o producción. En los ambientes de producción, como para torres de viento, reducir el tiempo del ciclo de rolado lo es todo. Estos son ambientes de alto volumen proce-sando repetidamente espesores de placa idénticos o similares, razón por la cual muchas plantas optan por el sistema de geometría fija de cuatro rodillos.
“La industria del viento es el sector donde hemos visto una adopción importante de los sistemas de cuatro rodillos, incluso para placa super-pesada”, dijo Bonnay.
Para aplicaciones especiales de placas de gruesas—en otras palabras, la mayoría de los escenarios de los talleres—las fuentes dijeron que los sistemas de geometría variable se están volviendo mucho más populares, principalmente debido a que pueden procesar una gama de espesores de material. La mayoría alimentan la placa con una grúa aérea. Las mesas de alimentación son poco comunes, simplemente por el espacio que requieren.
“Si usted tiene una mesa de alimenta-ción de 60 pies (18.3 metros) de largo, y sólo procesa placa de 60 pies (18.3 metros) de largo una vez al mes, no es una buena situación”, dijo Bonnay. “Es difícil usar el espacio que ocupa la mesa de alimentación para cualquier otra cosa”.
La física del rolado
Independientemente de qué tan avanzados se vuelvan los rodillos para placa, la física del formado no cambia. Como en el ámbito de la prensa dobladora, algunas veces tiene sentido escoger una máquina hecha para material mucho más grueso que el que un taller procesaría normalmente. El predoblado requiere más fuerza concentrada, así que una máquina para material de 6 pulgadas de espesor puede ser capaz de predoblar material sólo hasta 4 pulgadas de espesor. También requiere más fuerza rolar a diámetros más cerrados, pues conforme se reducen los diámetros debe reducirse el espesor de la placa.
“Por supuesto, la mayoría de los fa-bricantes que rolan material super-pesado no están haciendo trabajo con diámetros cerrados”, dijo Bonnay.
Los límites de elasticidad de los materiales también afectan la capacidad de rolado, y para la frustración de los fa-bricantes de todos lados, lo que ordenan no es necesariamente lo que obtienen. Las fábricas prometen que las placas que venden cumplirán o excederán un límite de elasticidad mínimo. La placa estructural que debe ser al menos de 36,000 PSI de hecho puede ser de 40,000 a 60,000 PSI, o incluso más. Como explicaron las fuentes, los fabricantes deben tener esto en mente al considerar la capacidad de la máquina.
Invirtiendo tiempo para ahorrar tiempo
Un operador de máquina roladora de placa de veintitantos, de alrededor de 1.80 de alto, no lo ve. El sistema, capaz de rolar en frío placa super-pesada, lo hace parecer pequeño. Él opera la máquina con precaución, dando ocho pasadas, facilitándole al material extraordinariamente pesado producir el diámetro deseado. Ciertos códigos especifican que la diferencia entre el diámetro máximo y mínimo medido del recipiente no puede exceder el 1 por ciento del diámetro especificado. Este operador logró bajar esta variación a menos de una cuarta parte del 1 por ciento.
Bonnay visitó este taller europeo con gerentes de un fabricante de partes pesadas con base en Estados Unidos. Con tantas pasadas, se llevó alrededor de 45 minutos rolar ese cilindro. El fabricante estadounidense que acompañaba a Bonnay preguntó por qué el operador hacía tantas pasadas.
El operador contestó que reducía tiempo y dinero. Como con la placa gruesa en una prensa dobladora, el sub-doblado puede corregirse fácilmente con otra pasada, pero un sobre-doblado sería desastroso. Separar un cilindro tan grueso, dijo, puede ser virtualmente imposible en algunas circunstancias. Aun si fuera posible, tomaría horas. Y el cilindro se convertiría en un desecho caro; la materia prima en esa máquina valía más de $25,000.
El operador roló la placa de forma tan precisa—dentro de las tolerancias especificadas por el código—que hizo la fabricación corriente abajo mucho más fácil. Un tiempo extra entre 20 y 30 minutos en el rodillo, dijo, permitió ahorros de tiempo de seis a ocho horas en la fabricación corriente abajo.
¿Qué tan grueso?
“En las décadas de 1980 y 1990, veíamos sólo alrededor de una docena de máquinas capaces de rolar un espesor de 4 pulgadas y más, instaladas por todo el mundo”, dijo Davi. “Hace unos 10 años, empezamos a ver una mayor demanda de estas máquinas pesadas”.
Él atribuyó el aumento en la demanda global a la elevación de los costos por mano de obra. Las máquinas mecánicas viejas siguen trabajando, incluso después de décadas de servicio, pero ahora cuesta mucho más operarlas.
“Hace cuatro décadas la mayoría de las máquinas eran mecánicas”, dijo Davi, y agregó que dichas máquinas se llevaban horas en hacer un solo cilindro. Estas máquinas permanecieron en ope-ración mientras los costos por mano de obra permanecieron suficientemente bajos. Ahora, con los costos por mano de obra globales en aumento, el número de inversiones en nuevos rodillos de placa hidráulicos está aumentando, y con ello la proliferación de rolado de placa gruesa.
Con el equipo más reciente, los talle-res pueden rolar placas tremendamente gruesas—más de un pie (30.5 cm) de espesor en algunos casos. “El calentar la placa puede aumentar la capacidad de una máquina entre un 40 y 60 por ciento, dependiendo de la aplicación”, dijo Stasalovich. Pero las fuentes indica-ron que el mercado para dicha placa es diferente, porque calentar antes de rolar cambia las propiedades mecánicas de la placa.
Aun así, las capacidades parecen estar en constante aumento. Así que, ¿qué tan grueso puede ser el rolado de placa gruesa? Muchos estudios han mostrado que, al menos teóricamente, podrían diseñarse rodillos para procesar placa de hasta 20 pulgadas. “Es un poco increíble, pero cierto”, dijo Davi, “pero, ¿la indus-tria va a ser capaz de proveer dicha placa para ese monstruo gigante?”
Los monstruos de la actualidad no rolan en frío placa de 20 pulgadas de espesor, pero pueden rolar bien de 4 a 7 pulgadas, y sí que son algo digno de verse. En talleres donde los instaladores no pueden cavar un foso para poner la máquina—como cerca del pantano de Louisiana—la máquina se eleva sobre el piso y a veces requiere plataformas para acceso del ope-rador y alimentación de placa. Otros talleres cavan fosos tan profundos que la placa puede alimentarse mediante una grúa aérea virtualmente al nivel del piso.
Son grandes, impresionantes. Pero lo más importante, les dan a los diseñadores de la infraestructura y equipo de genera-ción de potencia del mundo otra opción de manufactura. Para los grandes fabricantes, ahí está la oportunidad.
About the Publication

subscribe now

FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscription- Podcasting

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
La mezcla de gas auxiliar impulsa la tecnología del láser de fibra

2
Los operadores de prensa dobladora inexpertos hacen indispensable el repensar la seguridad

3
Máquina de corte por láser diseñada para el mercado mexicano

4
La sierra de doble carro sigue los contornos del tubo perfectamente

5
La máquina procesadora de placas crea biseles complejos en un solo corte
