















Head of Product Marketing, Market Region NAFTA,

In business, success is often the product of a company’s vision—the aspirations for the future and the plans for creating opportunities and managing growth. Differentiation from the competition is an important factor in uncovering and realizing those opportunities.
This typically means doing things better, more efficiently, and more economically than anyone else. Continually challenging the way things have been done in the past and viewing them from a new perspective ultimately lead to innovation and a strong competitive edge.
Fabricators are constantly searching for ways to manufacture things faster, more economically, and with even higher quality. Properly integrating a new technology requires a disciplined analysis to assess its effect on the existing process and the business as a whole.
Fab shops are busy, and it’s easier to maintain the status quo than find time to engage in such an assessment. But this is the first step toward differentiation. Developing and executing a strategy for implementing new technologies propel a metal fabricator forward and separate it from the competition.
What such a strategy would look like and the hidden benefits and opportunities it might provide are best illustrated with an example. Let’s meet Carl, owner of a midsized job shop called The Fab House.
The Fab House recently was awarded a long-term contract to fabricate a high volume of complex parts in sheet metal thicknesses from 0.040 in. to 0.375 in. Carl is contemplating upgrading his shop’s cutting capabilities with the addition of a fiber laser.
High-speed fiber lasers have had a significant impact on the fabrication industry, and the introduction of one in his shop would create immediate differentiation. However, Carl must consider how the faster cutting equipment would affect his front-end systems and downstream processes. Will the new technology help to reduce lead times, increase productivity, and improve his overall profitability?
Carl’s decision to purchase a fiber laser was based on pretty obvious features that the cutting technology demonstrates:
When Carl looked at a reduction in overall operating expenses (see Figure 3) and the prospect of up to three times faster feed rates, he recognized that he could reduce his cost per part while producing more parts per hour. The big question remained: What kind of an impact would the fiber laser have on his overall production process?
Carl knew that the benefits of faster cutting would be meaningless if his upstream and downstream processes could not keep pace. He could see that there would be an immediate “pull” demand placed on the front-end systems that fed the fiber laser, as well as an equivalent “push” demand on the back-end processes created by the faster throughput. In analyzing both, Carl found hidden opportunities on both the front and back ends that the introduction of a fiber laser would make possible.
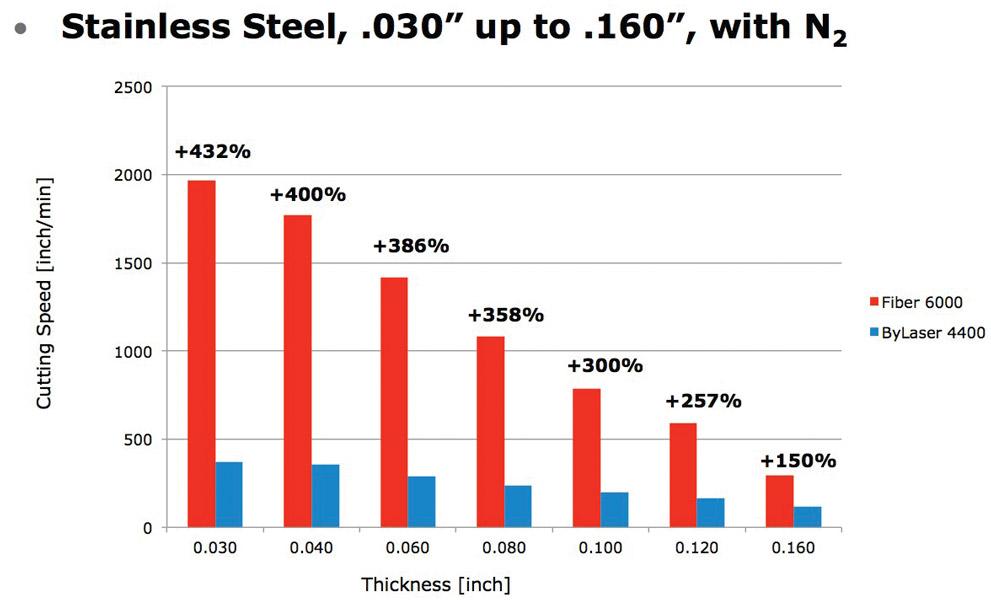
Figure 1
Fiber laser cutting provides obvious speed advantages in
cutting thin gauges of steel when compared to CO2 laser
cutting technology.
Carl runs an efficient, modern job shop in which business software systems process orders into bills of materials and job routings and programming software automatically sets up machine tools for production jobs. All of these systems, however, need to keep up with the increased throughput and capacity made possible by the new laser cutting technology.
How quickly can an order be translated into a job ready to process? This is an important question for Carl because a bottleneck results if the fiber laser produces parts faster than nests can be queued in the production pipeline. Once jobs have been released to production, the nesting software needs to create programs that are ready to process on the fiber laser.
In addition to creating timely nests, programming systems also need to make the most of sheet material utilization because this is a key element in the overall cost per part. Like most fabricators, Carl knew that the major portion of part cost ties directly to the cost of the material itself, followed by the labor and process time consumed in fabricating the part.
The time it takes to process the nest is also important. (This is a function of the laser processing speeds and cut path optimization.) Reducing material utilization costs and processing times are key elements in reducing the overall cost per part.
Optimizing Material Utilization. Like many fabricators, Carl employs a stand-alone, PC-based nesting system that creates multiple nesting cycles in order to achieve the best possible nest. Given sufficient time, this system creates an optimal nest as defined by its software algorithm and based on the power of the PC’s processor. It is here that Carl uncovered his first hidden opportunity.
With the faster cutting rates made possible by his new fiber laser, Carl wondered if something could be done to carry nest optimization to a higher level. He discovered that by subscribing to a “software as a service” (SaaS) provider, more complex optimization algorithms could be run using high-end computer hardware and software systems. This web-based arrangement allows complex calculations to be performed quickly on multiple computers and then captured onto a central processor for final optimization.
This enhanced process produces a better material yield and a much faster optimization than can be achieved using a conventional, stand-alone PC. Carl found that it also reduces the required cutting time because of optimized cutting paths. A database with more than 300 parameters provides him with comprehensive information about the material behavior and ideal cutting paths. The result of this advanced optimization is not only a safe cutting process, but one that leaves very little in the way of material waste per sheet and reduces total cutting times. On average, an additional 10 percent material savings and 15 percent savings in processing time can be realized over conventional PC-based algorithms.
With SaaS, the entire processing infrastructure is already provided. Carl does not need to invest in additional hardware, software, and IT systems or worry about maintaining them. Everything is taken care of by the company hosting the SaaS.
With SaaS cloud-based software, fabricators typically pay only a flat monthly or yearly fee for using the service. Carl simply uploads his orders to the cloud through a user access portal, where he also downloads the final optimized programs. The web portal also allows him to monitor usage and history.
With parts being cut faster than ever before, it was important that Carl adapt his downstream processes to meet push demand created by the fiber laser. Press brake setup time, in particular, is an easily identifiable target for improvement, given the different tooling setups and the variety of programs that must be processed each day. When the machine is not bending parts, it is both a nonproductive and a non-revenue-generating asset. Carl began looking for ways to increase the utilization of his press brakes.
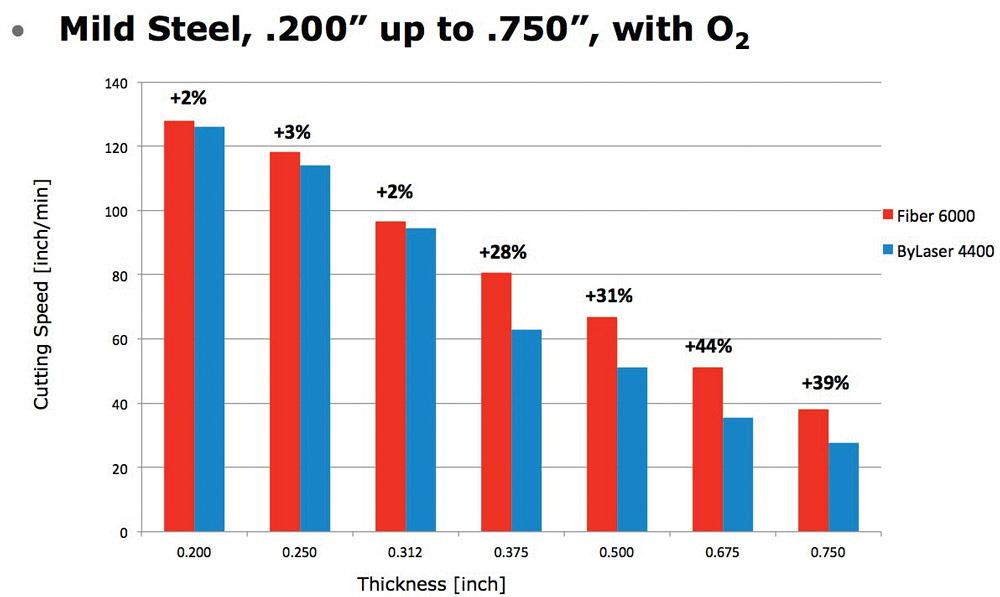
Figure 2
When fiber laser cutting technology first debuted in the
metal fabricating industry about seven years ago, industry
experts believed that it wasn’t competitive with CO2
technology for cutting plate. That has changed over the
years.
Cutting Down on Nonproductive Time. The first thing Carl looked into was reducing setup times by sequencing all of the jobs that require the same tooling setups. This cut down on the total number of tool changes per day and improved overall productivity. It was a good first step, but more was certainly required.
The most important aspect of reducing nonproductive time on press brakes is the incorporation of offline programming capabilities, particularly in today’s predominantly high-mix, low-volume environment. Although he was aware of the benefits of offline programming, Carl had not taken the step of introducing it to his press brake operations. When an operator uses a press brake control for programming, he takes away valuable processing time, produces fewer parts per day, and reduces the capacity for processing other jobs.
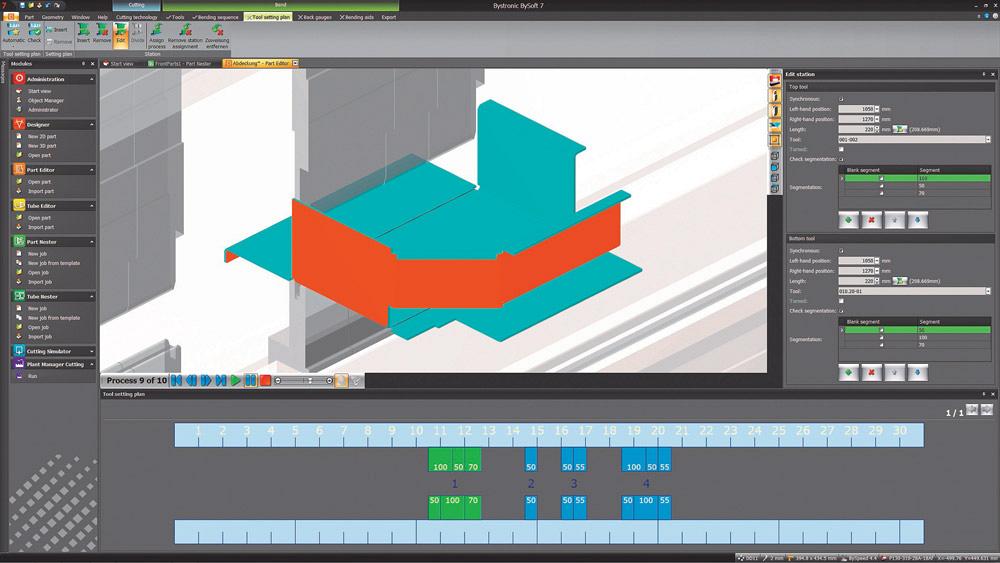
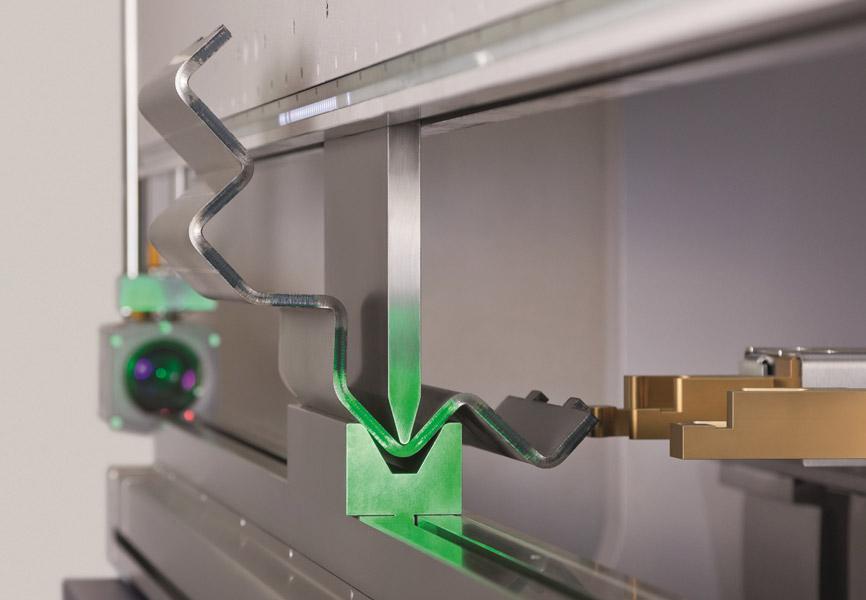
Carl decided to make the move and soon learned that good offline programming would do more than just select the correct tools and generate bend deductions. It was also possible to set up tool mapping and automatically set up additional tool stations along the table to accommodate all of the required bends. Additionally, the backgauge could be automatically programmed as each bend is set. In addition, the programmer may choose to change any bend sequence that the software has calculated automatically and simulate the final program as it will be used at the brake. During this simulation, the software will check for possible collisions of the part against the tooling, the table, or the ram, allowing for corrections to be made before the program is sent to the press brake for final production (see Figure 4). This also reduces the nonproductive bending time.
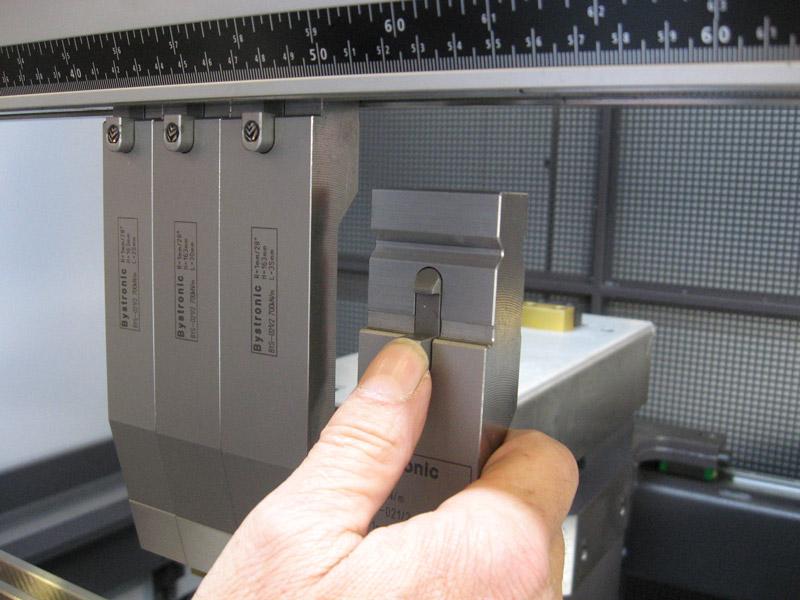
Increasing Press Brake Productivity. In addition to reducing downtime through sequencing and offline programming, Carl discovered the availability of productivity packages for press brakes that can drastically improve setup times. He saw quick-change tooling, for example, as a must-have feature. A safety mechanism (often referred to as Safety-Click®) is part of the top tool, enabling the vertical changeover of tool segments by simply clicking them in and out of the holder (see Figure 5). Combined with hydraulic clamping systems, this makes fast tool changes possible—80 percent faster than with conventional toolholders, in most cases. Moreover, upper and lower hydraulic tool clamping systems can seat, align, and clamp the complete upper and lower set of tools with the push of a button.
Another safety feature that appealed to Carl was an advanced camera-based system capable of reading the tip of the tool prior to starting the job, ensuring that the operator has set the proper tool in the machine. If not, it simply won’t start the job and sends an error message to the operator (see Figure 6).
A variety of technological advancements in press brake design address a troubling issue for Carl and many other fabricators: the critical shortage of trained and skilled operators. Among these advances are dynamic hydraulic crowning systems, thickness measuring, and angle measuring. These can automatically account for all of the variability that once required operator adjustments when transitioning from one job to the next. All of this information is now stored in the press brake control, which means that Carl can hire semiskilled operators and very quickly have them producing quality parts.
High-speed press brake technology also has entered the mainstream. As Carl’s business expands, he can purchase smaller brakes capable of processing two to three times as many parts in the same amount of time, when compared to larger press brakes. Smaller press brakes are faster because of their ability to accelerate and decelerate both the smaller, lighter upper ram and the smaller backgauge system. The smaller and thinner parts can be processed on the smaller press brake much faster, freeing up capacity for the larger brakes to process more large parts.
The changes to his front-end, cutting, and back-end operations have positioned Carl to consider the final step for increasing productivity, economy, and quality: automation. After all, addressing the pull demand on the front end does not end with a finished cutting program. The raw material must be ready without delays in presenting it to the laser for processing. Once the laser begins processing the jobs, the consistency of the cut material unloading and raw material loading cycle times becomes critical (see Figure 7). Completing the unload/load cycles while the machine is still processing the current sheet is critical to maintaining the advantages gained from high-speed fiber laser processing.
Automation is the key to creating consistency in the manufacturing process. Removing variability from each and every aspect of the process ensures that process times become more predictable and accurate.
Predictability and accuracy directly affect many other aspects of the fabrication business. When the manufacturing process is more accurate, variability is removed from the quoting process. Quotations and deliveries are more predictable.
Variability also affects the bottom line. If a process takes longer than expected, this extra time may or may not have been accounted for in the cost, depending on how accurately the quotation took process variability into account. When Carl took time to look at all of the options available for automating his manufacturing process, he began to see more hidden opportunities and where additional cost savings were.
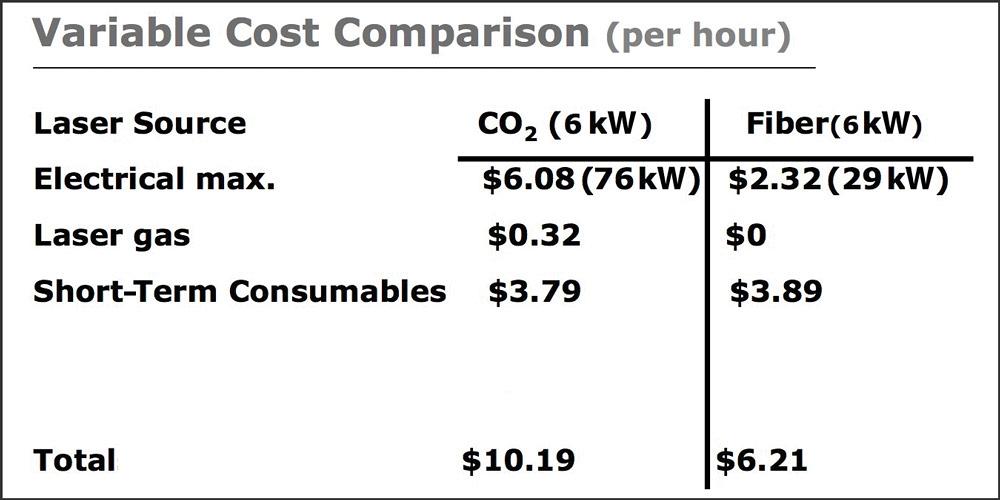
Figure 3
Because CO2 laser resonators draw significantly more
power and produce extremely hot gas that requires circulation
and cooling, it costs more to run per hour when
compared to fiber lasers.
The addition of a fiber laser into the sheet metal fabrication process creates the need for a realignment of the status quo. This is a tool that can produce substantially more parts per hour, so all of the supporting systems can naturally be expected to feel the effects. Optimizing the front-end order processing, engineering, and programming systems surely help with the pull demands. Optimizing the material handling for both loading raw materials and unloading the cut sheets helps with both the pull and the push. Optimizing the press brakes and other processes downstream from the fiber laser eases the effects of the push demands.
Faster cutting means that all processes need to keep pace. Having the right technology in place to maintain consistency with new large-machine investments provides fabricators with the ability to reduce their cost per part, increase their profit potential, and stay ahead of the competitive curve.
The Fab House has successfully differentiated itself from the competition. Advanced fabrication technology can do the same for other metal fabricating operations.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}