















Director of International Sales

Figure 1: The total cost of filters for dust and fume begins with the acquisition cost, but also entails costs associated with energy usage, filter replacement, maintenance, and disposal of used filters.
When it comes to choosing filters for a cartridge dust and fume collector, metal fabricators sometimes regard these items as more or less a commodity. If two filters both offer the same rated efficiency and fill the same requirement—for example, the need for fire-retardant media—then the lowest-priced filter would appear to be the better choice. In fact, the opposite may be true.
A total cost of ownership (TCO) analysis can help a fabricator calculate which filter makes the most sense for dust and fume collection on the shop floor. Similar in concept to life-cycle costing, TCO focuses on the sum of all costs of owning an object, filters in this case (see Figure 1), as opposed to the initial cost. In general, it covers acquisition, setup, support, and operating expenses.
Performing a TCO analysis for dust and fume collection filters, shop management examines three main categories:
The shop considering the purchase of a new dust collection system will have control over more of these variables as it works on its TCO analysis. For example, shop management can ensure reduced energy usage by choosing energy-efficient electrical components. However, a metal fabricating operation simply assessing which replacement filters to use in an existing dust collector also will find that a TCO analysis can yield useful information and surprising results.
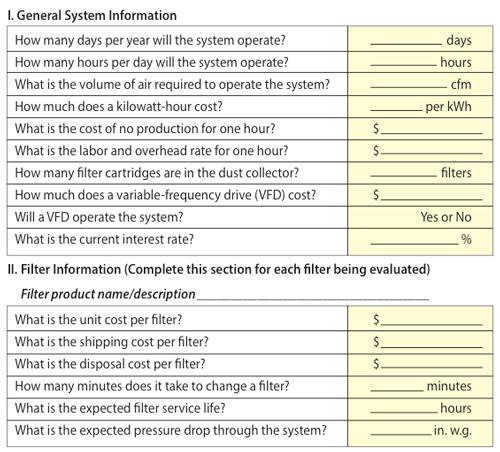
Figure 2 is a dust collector filter worksheet used to gather TCO data. A more in-depth look at some of the key items that may be included in such a worksheet reveals how they can affect TCO.
Numerous electrical loads associated with a dust collector, such as timer boards and rotary airlock motors, influence a dust collector’s electrical energy consumption, but the largest portion of the electrical load relates to the fan or blower required to move air through the system.
Shop management needs to realize that differential air pressure losses are directly proportional to the amount of air moved through the system, and that amount of air being moved, in turn, is directly proportional to the cost of electrical energy consumed by the fan. While ducting should be optimized at the time of installation to reduce the amount of pressure loss, energy control devices and filters that contribute to variable pressure losses during dust collector operation are also important.
Energy waste is not the only concern here. Machine operation can be affected too. For example, if the airflow is reduced on a laser cutting machine table because of higher differential pressure, the adjustment can foul the lens and prevent the laser from operating correctly.
When a dust collector runs with a constant-speed fan—one with no energy control device—the amount of air moving through the collector varies over the service life of the filters. Why does this occur? When filters are clean and differential pressure is at its lowest, more air blows through the system than required, essentially wasting energy. As filters become loaded with dust, static pressure is increased, and less air is moved as a result. Thus, filters use more energy in the early stages of service life and less in the final stages.
One way to minimize this problem is through the use of a mechanical damper at the blower outlet. Depending on the type of filters used, periodic adjustment of the damper to regulate airflow can extend the life of the filter—saving an average of 1 inch water gauge of static pressure over that lifetime.

Figure 3: Dimple-pleat filter media is a very common sight in dust collection equipment.
Another approach is to use a variable-frequency drive (VFD) that electrically controls fan speed. When filters are new, speed is decreased to obtain the desired airflow. When filters become loaded, the fan is sped up to maintain a constant airflow. The electrical control is highly efficient in maintaining desired airflow, and energy consumption is greatly decreased.
The use of a VFD has been proven to save an average of 4 in. w.g. of static pressure over the life of the filter. The added capital cost of installing a VFD on a dust collector will vary. However, the return on investment typically is less than a year.
A discussion about energy usage has to cover fan motors. Industrial electric motors are the single largest consumer of electricity in the U.S.
Premium-efficiency motors that meet or exceed requirements of the Energy Independence and Security Act (EISA) are designed to combat the energy waste that results with conventional motors. Used to power a dust collector fan, a premium-efficiency motor can pay for itself in reduced electrical power use or through rebates and incentive programs offered by many electric utilities. These motors run cooler and last longer, making them ideal for use with VFDs.
Another factor affecting energy usage is the amount of compressed air required to perform pulse-cleaning of filters and maintain a lower pressure drop during the cleaning process. Compressed-air requirements vary significantly depending on filter design.
Although this does not contribute tangibly to TCO, the amount of CO2 emissions from operation of a dust collector should be considered and stated as a cost impact on the environment. As more multinational companies require environmental impact reports for their manufacturing operations and those of their suppliers, this type of financial analysis may become a requirement for metal fabricators in the future.
These items are self-explanatory in most instances.
Cartridge Replacement. This is the amount of money spent on replacement filters alone.
Transportation Cost. This is the amount of money required to have replacement filters delivered to the operation site.
Inventory Cost. Typically, replacement filters are not received the day they are replaced in the system. This component is the amount of money required to carry inventory of replacement filters. The value of the inventory generally is determined by how much was paid for it or the market value. It could also include labor, overhead, and freight costs, depending on how a company chooses to value its inventory.

Figure 4: This particular open-pleat filter media was designed for extended service life and lower pressure-drop operation.
Labor Cost. This is the cost of labor required for maintenance personnel to change filters.
Disposal Cost. The cost associated with proper disposal of filters laden with process dust depends on the type of material being filtered. If a metal fabricator is cutting, welding, blasting, or thermal spraying, the dust created by these processes possibly could contain hazardous materials that can increase the cost of cartridge disposal. By reducing filter changeout frequency, a fabricator also can reduce the amount of filters being disposed and associated disposal costs that go along with that.
Downtime Cost. How this cost is determined will vary from facility to facility, but in general it refers to the amount of lost production time when the fabricating equipment is shut down for a filter change in the collector.
Clearly, when viewed on an annualized basis, all of these factors are largely dependent on the filter’s anticipated service life. The changeout schedule will determine how many filters a fabricator can expect to buy, transport, store, and dispose, as well as the costs of labor and downtime associated with filter service.
One company’s experience with TCO can illustrate just how useful the tool can be in purchasing decisions. In this case, a military contractor was experiencing short filter life in its thermal spray booths used for metallizing of aircraft engine parts. The spray booths had three identical dust collection systems operating at 8,000 CFM.
The original equipment filter cartridges (Filter A) were a conventional dimple-pleat design (see Figure 3) with standard-efficiency fire-retardant media. Cartridges were plugging every 1,000 hours, creating a loss of airflow through the system, and had to be replaced and disposed of as hazardous waste because of the heavy metal particulate in the thermal spray process. This added to the cost of each changeout as well as the cost for production downtime.
The company decided to test Filter B in two of the three collectors. Filter B was a high-efficiency, open-pleat-style cartridge filter (see Figure 4) with flame-retardant media.
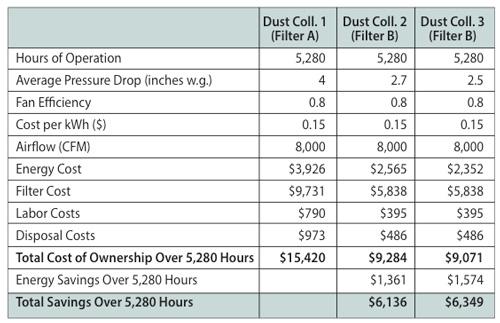
Filter B had a unit cost of $182, compared to $101 for the original equipment Filter A. However, Filter B lasted for 16 months, or 5,280 operating hours, before needing replacement. By allowing better airflow through the systems, Filter B also reduced energy consumption.
Figure 5 shows the TCO savings achieved by switching to Filter B. The manufacturer switched all three collectors to Filter B and is now saving more than $50,000 per year in maintenance and energy costs.
By now it should be clear that a TCO analysis gives fabricators a useful tool for comparing the real costs of operating an existing dust and fume collector with different filters. It also is useful in evaluating the impact of energy-saving electrical components in the design of new and refurbished dust collection systems.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}