















Contributing Writer

Friction stir welding (FSW) is a relatively new joining process that has been used for high production since 1996. Because melting does not occur and joining takes place below the melting temperature of the material, a high-quality weld is created. This characteristic greatly reduces the ill effects of high heat input, including distortion, and eliminates solidification defects. Friction stir welding also is highly efficient, produces no fumes, and uses no filler material, which make this process environmentally friendly.
Friction stir welding was invented by The Welding Institute (TWI) in December 1991. TWI filed successfully for patents in Europe, the U.S., Japan, and Australia. TWI then established TWI Group-Sponsored Project 5651,"Development of the New Friction Stir Technique for Welding Aluminum," in 1992 to further study this technique.
The development project was conducted in three phases. Phase I proved FSW to be a realistic and practical welding technique, while at the same time addressing the welding of 6000 series aluminum alloys. Phase II successfully examined the welding of aerospace and ship aluminum alloys, 2000 and 5000 series, respectively. Process parameter tolerances, metallurgical characteristics, and mechanical properties for these materials were established. Phase III developed pertinent data for further industrialization of FSW.
Since its invention, the process has received world-wide attention, and today FSW is used in research and production in many sectors, including aerospace, automotive, railway, shipbuilding, electronic housings, coolers, heat exchangers, and nuclear waste containers.
FSW has been proven to be an effective process for welding aluminum, brass, copper, and other low-melting-temperature materials. The latest phase in FSW research has been aimed at expanding the usefulness of this procedure in high-melting-temperature materials, such as carbon and stainless steels and nickel-based alloys, by developing tools that can withstand the high temperatures and pressures needed to effectively join these materials.
In FSW, a cylindrical, shouldered tool with a profiled probe is rotated and slowly plunged into the weld joint between two pieces of sheet or plate material that are to be welded together (Figure 1). The parts must be clamped onto a backing bar in a manner that prevents the abutting joint faces from being forced apart or in any other way moved out of position.
Frictional heat is generated between the wear-resistant welding tool and the material of the workpieces. This heat causes the workpieces to soften without reaching the melting point and allows the tool to traverse along the weld line. The resultant plasticized material is transferred from the leading edge of the tool to the trailing edge of the tool probe and is forged together by the intimate contact of the tool shoulder and the pin profile. This leaves a solid-phase bond between the two pieces.
The process can be regarded as a solid-phase keyhole welding technique since a hole to accommodate the probe is generated, then moved along the weld during the welding sequence.
The process originally was limited to low-melting-temperature materials because initial tool materials could not hold up to the stress of"stirring" higher-temperature materials such as steels and other high-strength materials. This problem was solved recently with the introduction of new tool material technologies such as polycrystalline cubic boron nitride (PCBN), tungsten rhenium, and ceramics. The use of a liquid-cooled toolholder and telemetry system has further refined the process and capability. Tool materials required for FSW of high-melting-temperature materials need high"hot" hardness for abrasion resistance, along with chemical stability and adequate toughness at high temperature. Material developments are advancing rapidly in different tool materials, each material offering specific advantages for different applications.
FSW produces excellent weld quality with these features:
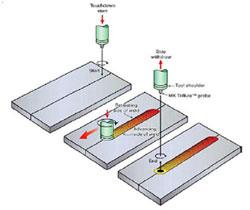
Figure 1
For joining nonferrous materials, no filler material or shielding gases are required in this process, making FSW an economical joining method. For joining nonferrous materials, the tool is not consumed and is regarded as a spare part. For example, one tool typically can be used for more than 2,000 m of welding in 6000 series aluminum alloys.
This method also requires minimum surface preparation (normally only degreasing is needed), and uses only 20 percent heat input compared to traditional gas metal arc welding (GMAW or MIG) processes.
In both high and low melting temperature alloys, no fumes or toxic gases are produced that could threaten the health of the operator, and operators and other personnel are not exposed to radiation from any arc flash.
The resulting surface is ready to use, as no spatter has been produced. The root side is a perfect copy of the backing, and the top side has a smooth, scalloped appearance caused by the shoulder of the tool.
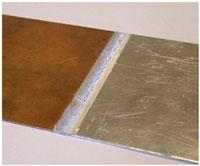
Another advantage to FSW is that dissimilar materials and alloys can be joined together (Figure 4). This has been demonstrated in combining copper with aluminum, aluminum with magnesium, and in the cladding of aluminum to steel.
Today most aluminum alloys have been welded with excellent results. Success has also been seen in welding copper, magnesium, zinc, steels, and titanium. Research continues to produce the data that is needed to facilitate the use of FSW in production for these and other nonweldable materials.

Figure 2


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}