















Senior Editor

Figure 1: Food preparation equipment manufacturer A.J. Antunes & Co. is vertically integrated. It makes everything from the control boards to the sheet metal enclosures. For years the company housed all those processes in five buildings, before moving into one 115,000-square-foot facility in 1999.
Jorge Montalvo is not one for subtlety. As he pointed to a pile of formed sheet metal parts in the spot welding area, he shouted, “There it is. We’re not hiding it! This is our overproduction. We hate it. Do we want to get rid of it? Yes. Do we have a plan? Yes!”
Montalvo manages the sheet metal fabrication department at A.J. Antunes & Co., a Chicago-area manufacturer of cooking equipment for the quick-service industry. He was leading a tour group during LeanFab Workshop & Tours, a conference on lean manufacturing in metal fabrication, organized by the Fabricators & Manufacturers Association International®.
Company representatives conceded that they’re still working through various problems, including some excess work-in-process and purchased-part inventory. According to sources, this inventory pales in comparison to what the company had a year ago, as evident by the big pile of unused pallets at one end of the plant.
“Still, we are now at the baby steps of lean,” Montalvo told the tour group.
But during the roundtable discussions after the tour, the group agreed: Those baby steps have been pretty big.
In 1955 August J. Antunes launched the company as a manufacturer’s rep business, but got into manufacturing by the early 1960s, making airflow and gas pressure switches for industrial ovens. Several years later Antunes had an idea for a new product: a hot dog grill that would corral the dogs in a circle. The act of corralling these dogs inspired the product’s brand name: the Roundup line.
Over the years the company expanded its product lines. It still produces switches, and it also makes control boards for other equipment manufacturers, but most of its products can be found in the quick-service food business. This includes the food service equipment in the kitchen, as well as the water filtration units in the back of the restaurant.
If you visit a quick-service restaurant for a burger in this country you’ll probably be served food made by equipment that came from A.J. Antunes’ Carol Stream, Ill., plant. Do the same in Asia, the food was likely prepared on equipment made in the company’s 40,000-sq.-ft. plant in Suzhou, China.
“Our family owners, since they founded the business, have envisioned that we need to manufacture where we sell,” said Hector Martinez, director of operations at the Carol Stream plant. “We build here to sell here, and we build in Suzhou to sell to the local market.”
The company’s hot dog corral looks like the bottom half of a cone with a flat top. The dogs travel around in a circle, a bit like luggage does on a baggage claim carousel.

Figure 2: This heijunka box color-codes jobs by days of the week.
The company tried to find manufacturers that could make the corral, but ultimately couldn’t, so Antunes decided to make it in-house. Thus began a tradition of vertical integration. The company assembles its products and fabricates the sheet metal, but it also fabricates and assembles the circuit boards that go into them.
Performing all those manufacturing processes requires space, and for years space constraints forced the company to spread them out over five buildings. Then in 1999 the company built its current 115,000-square-foot facility. Home to about 221 employees, the facility has 95,000 sq. ft. of manufacturing space. At one end is electronics assembly, where the company has invested in new technology that follows some key lean principles.
A prime example is an adhesive application. Previously the company used a stencil and squeegee approach. The squeegee passed over the stencil to apply paste in a certain pattern. The process cycle time was extremely short, but it also used a lot of paste. And if a design change occurred, they often had to order a new stencil, which cost time and money.
So the company invested in a machine that takes a different approach. The cycle time actually is a little longer than the previous method, but cycle time wasn’t the constraint. The constraint was in adapting to changing demand. With its lightning-fast nozzle, the new machine applies paste where needed. It uses less adhesive and, most important, it’s flexible. When a design change occurs, technicians just need to change the program. And it’s speedy enough to meet the demand of downstream assemblers.
About a year ago the company launched its improvement initiatives in earnest. They implemented various tools in the continuous improvement toolbox, including gemba walks and gemba boards with visual improvement metrics. It has instituted structured problem-solving using another lean tool, the A3, which includes identifying the problem and its root causes, brainstorming countermeasures, and implementing a plan.
Early on managers in the fabrication area analyzed on-time delivery and found how abysmal it really was. Only about 13 percent of orders made it to downstream assembly departments (the internal customer) on time. So the company used an A3 to overcome the department’s significant backlog. It instituted a first-in first-out lane. It also started kitting jobs, with various parts needed for a welded assembly on one cart.
But this wasn’t quite enough for this high-product-mix operation. The company produces many products, each of which can be customized. For all intents and purposes, the fabrication area works like a job shop, producing a high variety of parts. Knowing this, workers realized they needed more visual management tools that could help identify job priorities.
Now the department uses heijunka boxes, a visual scheduling method in the lean toolbox that A.J. Antunes adapted to its high-product-mix environment (see Figure 2). The shop simply places work orders for a specific day in a stack of colored in-boxes. Work orders for Monday are white, Tuesday is blue, Wednesday is black, and so on. So after a quick glance, everyone can see where work orders are and whether they are on time or behind. White and blue work orders in use on a Wednesday immediately shows everyone that these jobs are behind schedule.
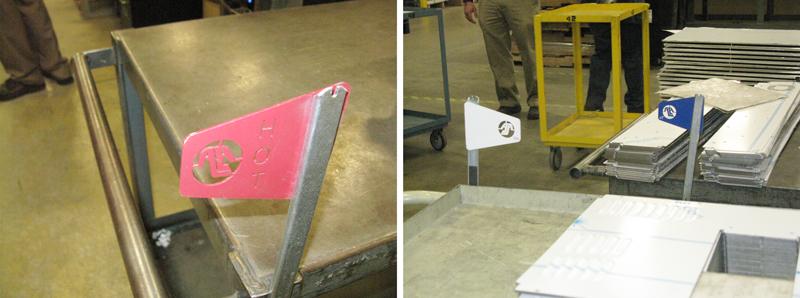
This labeling extends to the material handling carts. Monday orders have white flags on them, Tuesday orders have blue, and so on. Hot orders have red flags that plainly say “hot,” which are given priority. Again, after a quick glance, workers know which job to tackle next, with no need to ask a scheduler or supervisor. If it’s Wednesday and a worker sees a white flag (a Monday job), he knows to grab that job first (see Figure 3).
For consistent quality, the company installed a workmanship standards board that shows what represents acceptable quality levels, and what does not (see Figure 4). This improved communication and reduced defects.

Figure 4: The company’s workmanship board shows technicians what’s acceptable and what’s not.
All this was key in improving the department’s on-time delivery. Within weeks the department’s backlog plummeted, and on-time delivery improved from just 13 percent to 82 percent.
Now that workers could see which jobs were late, they started asking why. This got people talking, thinking, and asking questions. Soon workers began approaching Montalvo and other lead personnel about specific problems they experienced, with ideas on how to improve matters.
Why does it take so long to change over? Allen wrenches and other tools for changeover weren’t available or organized. So now every brake has a labeled board with tools needed to switch out tools quickly.
Why are all these batches of small parts late? It’s because it takes a long time for an operator to bend them on the brake. Why don’t we put these parts on the panel bender? They’re too small for the bender’s hold-down tooling, which requires workpieces to be of a certain width. So why don’t we nest these parts together with common-line cutting, and microtab them, so that we can bend a group of small blanks at once? That way they could be bent on the panel bender or on the brake set up with longer tools. But we have to deburr the microtabs; why add an extra step? Because the extra time isn’t much, and it’s far outweighed by all the time we save bending these parts in a microtabbed group.
“The old way took 1 hour and 45 minutes to form 500 of these parts,” Montalvo said (see Figure 5). “The new way takes 15 minutes [on the Salvagnini panel bender]. Yes, we’re deburring, but it used to take more than triple the time to form all these parts separately.”
He added that the company soon will be investing in a slitting tool, for use on the company’s punch/laser combination system, that will eliminate microtabs and, hence, the need for deburring.
During the tour, attendees saw an A3 sheet for that nagging overproduction sitting ahead of spot welding—the one Montalvo didn’t bother hiding. The A3 sheet showed the plan, the person in charge of it, and the timeline for cleaning up those extra parts.
At this writing, the plan was to change how the department scheduled jobs for spot welding, so that work orders are released at the right time. They also found that when the planner released a work order, she simply ordered as many pieces as a job required, and didn’t have access to anything that told her what was in existing inventory. So if a job called for 50 pieces, she’d create a work order for 50 pieces, even though 10 pieces were already sitting ahead of the spot welding department. Now the planner has a physical count of existing inventory.
“When we now get a job for 50, we know we have 10 in inventory, so we start the work order for only 40 parts,” Montalvo said.
The company’s improvement efforts focus on increased throughput, of course. But first comes something that’s much more important: worker safety and ergonomics. Improving these, in fact, leads naturally to greater throughput. This is particularly evident in assembly.
“Since last year we’ve changed every single line,” said George Oglesby, assembly manager. “It has all been rearranged.”
Previously assembly cells were arranged in a U-shape, with all workers stationed mere steps away from where fork trucks passed.
“See these worn tracks in the floor? This is where fork trucks would pass back and forth,” Oglesby said, extending his arm and pointing where assembly stations used to be—which were dangerously close to those tracks. “An assembly worker would be here, standing a few feet away from where a fork truck ran back and forth. It just made my heart sink. Everybody was used to it. It just didn’t faze them.” Today assembly technicians still work inside a U-shaped cell, but it’s away from vehicle traffic.
The company assembles more than 100 different pieces of food preparation equipment models, grouped into product families, and several families may be produced in one cell. Like many manufacturers, A.J. Antunes must deal with highly variable demand for different products. Several years ago the assembly department saw a big uptick in orders for a particular product, so they built a 20-station assembly line to handle it. Once those orders fell off, though, the 20-station line remained—even though it now had only two workers. “They were walking through different stations to get the product assembled,” Oglesby said. “It just didn’t make a lot of sense.” That’s a lot of unneeded movement.
So the company separated its larger assembly cells. Each line has a rail system that allows products to roll smoothly and quickly from one assembly station to the next (see Figure 6). “We went from having seven production lines to 11 smaller ones,” Oglesby said. “It’s working out a lot better, and the inventory is a lot easier to control.” He added that having 11 small lines allows more to be dedicated to certain product families.
Material handlers used to deliver large batches of parts, which required assemblers to walk back and forth, numerous times a day, to retrieve them. This, again, was a lot of unneeded movement. So now material handlers deliver material on smaller carts that can be wheeled into the assembly cell, where assemblers can retrieve them quickly.
Oglesby pointed to a board that represents one of the most significant improvements, particularly for a high-product-mix operation like this: cross-training. Workers used to learn how to assemble certain products and, over the years, became specialists in those products. Of course, when a person called in sick or was on vacation, and an unexpected order came in, managers in the assembly area discovered they couldn’t produce products, because those with the assembly expertise weren’t there. This led to a significant cross-training effort.
With more than 100 product variations, managers know it’s unrealistic for all employees to become proficient in assembling every product. Instead, they’re limiting cross-training to 10 pieces. That’s enough to make them flexible and adaptable, but not so many that they forget certain assembly steps.
“Within six months we hope to have most people knowing how to assemble at least five pieces,” Oglesby said. “And in a year and a half, we hope to have everyone cross-trained on 10 products.”
It was evident during the tour that the company takes cross-training seriously. Many in the fabrication area, for instance, were gathered around the company’s new TRUMPF laser/punch system for training.
The company scheduled Wednesday morning training because there was a planned lull in orders. But, alas, a big order unexpectedly came in. That explained all the white (Monday) and blue (Tuesday) material carts near the brake area. But Montalvo said he wasn’t worried. He knew workers should be able to catch up in time. He saw what orders were behind schedule, and he said he knows roughly how long the late jobs should take.
He also knows his workforce is flexible, in part because the fabrication department works an unusual schedule. Most work Monday through Thursday, 10 hours a day. Others work 12 hours on Friday, Saturday, and Sunday; they put in 36 hours but get paid for 40.
Because the shop is always staffed, machines continue running and parts continue flowing, which has made overtime less common. And because workers have at least three consecutive days off, they have more time with their families and more time to mentally recharge before the workweek. This, in turn, makes many people more engaged—which, ultimately, can be one of the most potent ingredients for continuous improvement.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}