

















Contributing editor

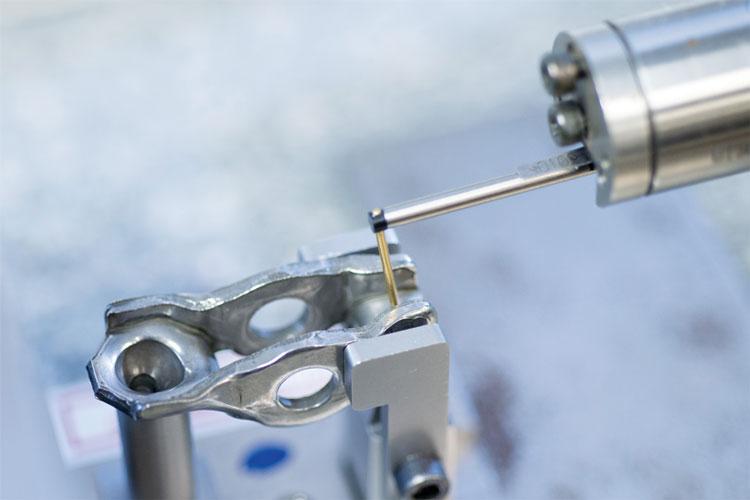
GT Technologies’ roller finger follower, shown here, is the key component in the engine’s valve train. It delivers both lift and timing from the camshaft to the valves. The pad and ball socket tooling must be extremely dimensionally precise and ultra smooth so that it imparts the critical characteristics into the roller finger follower. Dulling or imperfection in the valve pad and ball socket can compromise how the engine functions. When the company’s stamping plant switched the work material for its rocker arms and roller finger followers to a case-hardened alloy steel, it also switched its tool coating in response to the excessive tooling wear it experienced with the new work material.
GT Technologies (GTT) manufactures millions of valve train components and assemblies for automotive engines, commercial diesel engines, and performance racing engines per year. With headquarters in Westland, Mich., and approximately 500 employees companywide, the company performs its stamping operations in Toledo, Ohio.
Like so many other automotive suppliers, the GTT team encountered new tooling challenges when it shifted its work material from 1008/1010 cold-rolled steel to a case-hardened alloy steel for certain valve train parts. “The 16MnCr5 [16 manganese/chromium 5, AISI/SAE 5115 equivalent] case-hardened alloy steel is really strong. It gives us the properties we need in the part to meet our customers’ requirements,” Engineering Manager Dan Bibish said.
“But it’s really resistant to the tooling,” he continued. “When we went to the 16MnCr5, the tooling wore much faster than when we were stamping cold-rolled material. The die tooling was getting dull, especially in the details used to form critical characteristics in the part.”
Manufacturing Engineer Lloyd Ramos explained, “On the valve pad drivers, we could get maybe 80,000 to 90,000 pieces, on average, out of the 16MnCr5 steel without a coating; on other jobs, we could run a couple hundred thousand parts with the 1008/1010 material without a coating. But with the 16MnCr5, the difference was like night and day. The tooling was wearing prematurely—two to three times faster than normal.
“We quickly saw wear stress not only on the tools, but on the parts themselves. There was material pickup. We were producing burrs,” Ramos said.
Extending tooling life was imperative, especially considering the production run and volume. “We run about 4 million pieces
annually,” Ramos said. “When we have to replace this type of tooling, you’re talking a couple of hours. We were replacing tooling every 40,000 pieces on average.”
The team knew it had to respond immediately to reduce tooling wear to meet shipment goals and keep costs in line while still maintaining product quality. “Two other components make contact with the roller finger follower. The hydraulic lash adjuster fits into the ball socket (indentation) and the valve stem contacts the valve pad of the rocker arm. The condition of both of those surface finishes is critical for engine function and durability,” Bibish said.
“The working surfaces on the tooling need a very smooth, mirrorlike surface, like chrome—greater than 0.4 microns thick,” Ramos said.
The group explored different processes and tooling coating options, running four to five different trials. “We experimented with processes such as thermal diffusion and ion nitride heat treating, as well as different coatings such as titanium carbonitride [TiCN] and Phygen’s FortiPhy™,” Ramos said.

(left to right) GT Technologies (Toledo Operations) Engineering Manager Dan Bibish, Quality Engineer Brian Challenger, and Manufacturing Engineer Lloyd Ramos stand behind the quality of the rocker arms and roller finger followers they manufacture at the company’s stamping plant in Toledo, Ohio.
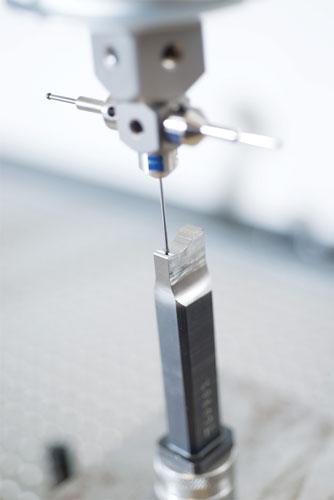
“Some of our tooling components that are doing a lot of forming on these parts are very small. Our ball socket punches are only 3/8 inch diameter, and that is the tooling that creates the critical characteristics of the part,” Ramos said. “So we needed a coating that would make it last and that wasn’t going to destroy the tooling in the application process.”
Test results for the valve pad punch showed that Phygen’s FortiPhy highly dense, noncolumnar, nanocrystalline CrN coating structure performed the best, Ramos reported (see Coating sidebar). “Right now the current study is at 230,000 parts, and we’ve been running this for a month.”
Equipped with the successful experience with the tool coating that they need for case-hardened alloyed steels, the team is confident in proceeding to expand into higher production volumes. “We’re actually in a transition phase where one of our customers is increasing its requirement for roller finger followers 2 to 2.5 times the current production volume,” Bibish said.
“We aren’t hesitant about going in that direction for higher production volumes, because we know that the new coating we now use works and works well,” he added.
“The new coating reduces downtime significantly. So for us to meet these new needs of the customer, we need to have improvements like this,” Ramos said.
Bibish also assists in developing new products. “I work with the customer and with our corporate headquarters in figuring out how we’re going to make them, and develop the tooling. Right now we have at least four potential parts that we’ll have to stamp from 16MnCr5 material. And because of the case-hardened alloy steel’s mechanical properties, one thing that’s at the back of my mind as I’m looking at these parts is that the dies are going to wear quickly, the tooling will get worn, and Phygen’s FortiPhy coating is going to be critical in prolonging the tooling life.”
As to drawbacks of the new coating, Bibish cited a higher price than other coatings they have used. “It is a little more expensive than others, but it lasts at least two to three times as long. The trade-off is worth it.”
Phygen Coatings Inc.’s patented arc plasma acceleration technology uses the physics of plasmas and film growth to produce and apply its highly dense, noncolumnar, nanocrystalline CrN FortiPhy™ coating structure.
The process delivers a highly energized plasma to create a coating of nanosized particles, which produces a uniform, noncolumnar coating microstructure that consists of particles 14 to 40 nanometers in size, according to the company.
The arc plasma acceleration technology is based on the interactions between a plasma and a fixed magnetic field. Fast-moving electrons can be trapped in the plasma region longer with strong magnetic field lines that cause a spiraling motion. Increasing the length of the path followed by an electron increases its odds of colliding with a neutral atom and causing ionization. High ionization rates in plasmas enhance coating properties, according to the company.

The tiny, 3⁄8-in.-dia. (0.375) ball punch insert is critical tooling. It requires a mirror finish to properly form the ball socket. The ball socket punch insert is coated with a highly dense, noncolumnar nanocrystalline CrN coating structure to maintain its mission-critical finish.
This process has an extremely high level of ionized particles, obtaining a metallurgical bond to the substrate of 120 newtons, exceeding “hot” processes. The application process enhances cohesion and adhesion to convert the superhard thin film into a true super-tough coating.
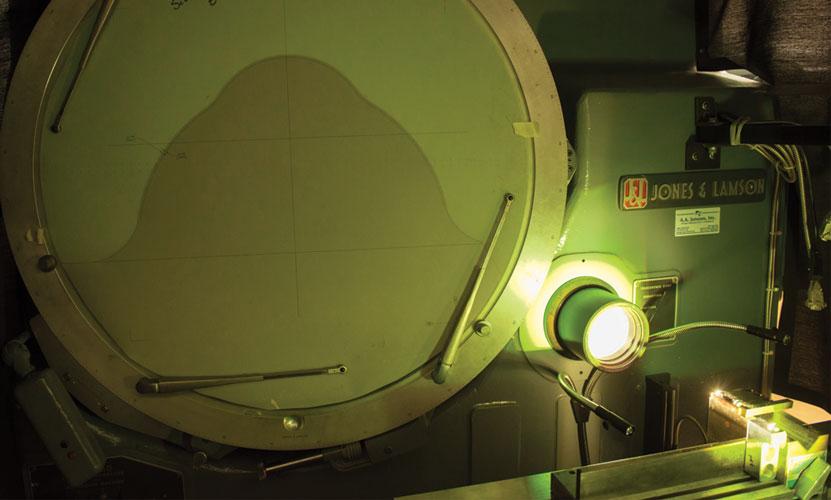
The process is designed to eliminate the mountain peaks and inclusions found in conventional PVD coating processes.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}