















Machine Repair Division Manager

Many fabricators rely on fire-house maintenance when a machine goes down, all available resources are marshaled to fix the problem. This approach works most of the time, but at a high cost.
To minimize this cost, stampers need to design a press maintenance program that decreases downtime, enhances machinery output, and establishes a formal recordkeeping system for ongoing inspections.
An effective pressroom maintenance program follows a specific step-by-step approach.
Step 1: Create a List
Compile a complete list of all the different machines that are used in a manufacturing workcell.
Step 2: Inspect All Equipment
Review each machine's manual and obtain a copy of an OEM preventive maintenance schedule for guidance. Look for abnormal wear of bushings, bearings, and wear surfaces. Check lubrication, electrical, pneumatic, hydraulic, and motors or drives. Note the items that normally cause downtime, and then record and evaluate the results.
Step 3: Keep the Program Manageable
Ideally, some items should be checked on a daily, weekly, monthly, or semiannual basis. It may seem like a great task, but remember the old saying: You can eat an elephant a bite at a time!
Many shops get to this point and the program stalls. The three most popular excuses are:
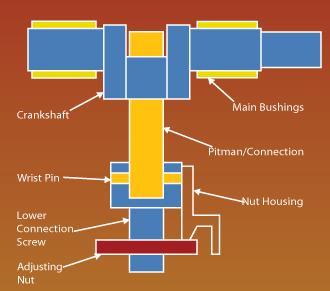
Figure 1To maintain press integrity, press inspections must take place on key areas on a routine basis.
1. The cost is too high and it takes too much time.
2. We already have too much paperwork to fill out.
3. The paperwork sits on the shop manager's desk and the problems aren't corrected.
Sound familiar?
Excuse No. 1. This excuse stems from management's lack of commitment to follow through. Not enough homework was done. Stop right here, research the problems, and resell the concepts so all management levels are onboard with the effort.
Excuse No. 2. This reason stems from a lack of commitment and understanding on the part of those who actually perform the work. Again, stop here! Discuss the issues with those involved, and focus on changes that will make the preventive maintenance program easier and more effective for them. Resell the concept; without their help, the effort will fail.
Excuse No. 3. If middle managers do not follow through on the work that needs to be performed, workers' attitudes are justified, and the company is wasting its resources. Data must be organized and evaluated and work orders generated for the program to work.
It's important to remember that the purpose of any preventive maintenance program is to eliminate waste and maximize throughput.
The focal point and workhorse of the manufacturing cell is the press. To maintain press integrity, press inspections must take place on a routine basis (see Figure 1). The following items normally are checked as part of an effective press inspection.
Foundation
Frame
Bushings and Vertical Lift Clearances
Main and Connection Bushings
Upper Connection to Lower Connection
Lower Connection to Slide Clearance
Gear Train
Drive Shaft Assembly
Pneumatic System
Electrical Control
Lubrication System
Bolster Plate
A press is designed to provide one thing: a perfectly square, repeatable die space at the designed pressure for your tooling. The maximum allowable parallelism tolerance is 0.001 in. per foot of span in the bed area. Almost all press problems other than lubrication relate back to this square die space concept. If you want to obtain the most trouble-free production environment in your pressroom, always strive to maintain a square box for your tooling.
Now that you've gathered the information, it's time to work with the press maintenance team to establish program goals, such as zero part defects and breakdowns during production hours.
Inspections are designed to provide a starting point. Next, it's important to generate work orders based on inspection reports. Analyze every process from a kaizen standpoint. Challenge your production and maintenance teams to recommend modifications or improvements for equipment or procedures. Create a list of items and prioritize what can be done quickly. From there, develop a timeline for medium-range and long-range items.
Recordkeeping is essential to make preventive maintenance program work. Shift reports should be generated, and press operators should record all downtime issues, possible causes, and solutions to avoid losing time for the next shift.
Remember, Inspection + Correction = Uptime Improvement and Increased Quality and Profitability.
Preventive maintenance is not a single event, but a long-term process.
A manager must have total responsibility and authority to administer all facets of the program to make it a success.
This article is adapted from Jeff Fredline's conference presented at FABTECH® Intl. /AWS Welding Show, Nov. 13-16, 2005, Chicago, © 2005 by the Fabricators & Manufacturers Association Intl.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





