















Senior Editor

Figure 1: These parts were cut with a laser, bent with a press brake, machined with a CNC turning center, and welded by a robot. Cupples’ J&J Co. accomplished it all in-house.
When a salesperson at Cupples' J&J Co. meets a prospect, he focuses not just on what the job shop can do, but what the potential customer needs. That's a common sales strategy, but what sometimes happens next isn't so common.
If J&J doesn't have the technology to meet the prospect's needs, the company may buy a machine to get the business—but managers make their buying decisions in a very analytical way. "If the customer has different needs from what we supply, we start our analysis," said Jeff Cupples, vice president of engineering and estimating at the Jackson, Tenn., contract manufacturer. The company developed iterative software that helps automate the cost-benefit analysis of buying a machine. "It takes the emotion out of it," Cupples said. "It's a scientific approach."
Drawing from the company's financials, the software asks for the machine price, planned average employee wage per hour, installation, and related costs. Managers input various scenarios, all of which boil down to how often the machine will run and for how long: one shift over four years; one and a half shifts over five years; two shifts over four years? The software then provides this data in a matrix of 16 machine charge-out rates for each year, mapping out four possible scenarios. This yields 64 charge-out rates to attain the desired machine payback under those scenarios. The matrix is then reviewed, and "if there appears to be clusters of charge-out rates that work, then it usually tells us the machine is a good purchase," Cupples explained.
If the matrix shows a cluster of competitive machine rates, the machine may be worth the investment. It means that charging an average machine rate would produce the desired return on investment under a variety of potential business conditions. On the other hand, if the chart shows rates that are all over the map, the desired ROI may be difficult to achieve, because it would happen only under certain business conditions. "That tells us to stay away from that machine," Cupples said.
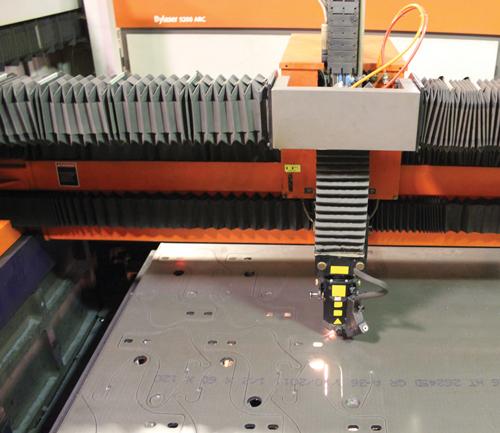
J&J doesn't define itself as a fabricator or machine shop, but a diversified contract manufacturer. They aren't afraid to trek into uncharted territory when it comes to machine tool technology. This has led in part to J&J's unusual mix of capabilities (see Figures 1 and 2). Two months ago the company installed its ninth laser cutter, a Bystronic (see Figure 3). The company also recently bought an Okuma multiaxis CNC turning center with twin tool turrets, a main
spindle, and a subspindle
(see Figure 4). The system also can mill and drill holes.
Its technology mix is rare. Many shops focus on sheet metal fabrication and dabble in machining, or vice versa. But not J&J, which does about 55 percent sheet and plate welding and fabrication; and 45 percent machining, including milling, turning, screw machining, and (even more unusual) hybrid Swiss turning (see Turning to the Swiss sidebar). The only processes J&J hasn't brought in-house are plating and painting, because managers found strong local suppliers that can turn around work extremely quickly.
J&J has grown from a small tool and die shop launched in 1966 to a 200-employee contract manufacturer with two locations. Altogether it has 165,000 square feet of manufacturing space. Over the decades J&J has focused on quick lead-time. At J&J, two- to three-week lead-times are long; two- to three-day turnaround is common.
Fast turnaround, in fact, is the foundation of the shop's business strategy, and considering the manufacturer's history, it's easy to understand why.
Jeff's father and company founder James Cupples remembers how boll weevils changed his life (see Figure 5). A child of the Great Depression, James grew up around Bear Creek, a rural Tennessee hamlet between Nashville and Memphis. When he was 14 the boll weevil ruined the crop on the family farm. As his son recounted, "He went off to the 'big city' of Jackson to start working."
James started in construction and then worked for Tigrett Industries, a maker of bassinets and other infant furniture. He began at the bottom of the ladder, a general helper, but on his own time he ventured into the machine shop and started teaching himself how to run the equipment. He then moved up through engineering and eventually became plant manager.

Figure 2: These subassemblies required laser cutting, CNC turning, and robotic welding.
The company was owned by the Tigretts, an influential local family, and in the 1960s they sold their company to investors in New York. Soon after Cupples jumped ship to start a tool and die shop in that quintessential launch site for job shops—a backyard garage. "He had $1,700, and [in 1966] that was enough to buy him a mill, a lathe, and a saw," Cupples said. "Six months later his friend quit his job and joined him. They were both named James, hence the name J&J. The friend stayed in it for about three years and then decided to leave the business. Those 16-hour days were killer."
Adopting such a diverse technology mix happened gradually and almost naturally. The tool and die shop transformed into a machine shop to provide spare parts for local plants. Emergencies became J&J's bread and butter. As OEMs opened factories in the area, the shop started serving their maintenance needs. When customers called with down machines, they needed parts fabricated and delivered immediately.
Eventually J&J found customers that needed higher volumes of certain turned parts, so from that came screw machining and other bar-fed lathe work. Those customers then needed more complete machines, so the company added general fabrication to its resume to make the machine guards and frames.
The company operates under five divisions. The general fabrication and industrial field services division performs low-volume general fabrication, as well as installation work for local plants. If a customer's machine breaks, J&J can fabricate a replacement part and install it on-site. Again, the expansion into on-site installation happened naturally. As Cupples recalled, "Customers told us, 'Well, you made it, so can you put it in the machine?'"
The screw machine division has various bar-fed lathes and screw machines for high-volume work. "We often would make spare parts for somebody—one or two components to get him out of a jam. We'd visit him and talk to him about other [low-volume components] he needed," Cupples said. "He would tell us, 'Well, I've already got that covered, but I actually need 500 of these parts.'"
Today the division has grown to include large-diameter CNC turning centers—from Okuma, Kia, and others—with subspindles and 1,000-PSI through-the-tool coolant. The shop also has invested in a large SNK boring mill and Kitamura horizontal machining centers—work centers that, according to the company, have greatly benefited the machining side of the business.
Another division, the machine shop, specializes in low-volume machined parts. It also supports J&J's maintenance customers, making everything from spare parts to full machines, and machines forming tools used in yet another division—precision fabrication—which has lasers, punch presses, and press brakes that produce higher-volume fabricated parts.
The fifth and final division is in Dyersburg, Tenn., northwest of Jackson. J&J set up shop there in the 1980s to serve local plants, including World Color Press, Clorox, and Caterpillar. That division offers both sheet metal fabrication and machining.
The five divisions could be broken down into two low-volume operations, two high-volume operations, and one support operation: a low-volume general fabrication shop; low-volume machine shop; high-volume screw machine shop; high-volume precision fabrication shop; and a division in Dyersburg with a little bit of everything to serve local plants and support the divisions in Jackson.
(Volume is relative, of course. The shop roughly defines high volume as more than several hundred components.)

Figure 5: James Cupples launched the company in 1966. A child of the Great Depression, the entrepreneur has been conservative with cash. As his son Jeff Cupples put it, “He hasn’t owed anybody anything since 1979.”
J&J's size and range of manufacturing technology put the company in a challenging competitive position. The shop goes up against very small maintenance firms and job shops, both in the machining and metal fabricating spaces. At the same time it competes with large fabricating and machining operations worldwide. The divisional organization, sources said, helps the shop stay competitive in all arenas.
Salespeople represent the entire firm and tout its diverse capabilities. To the outside world, J&J is one unit. But in many respects, it's not. Each division is structured like a small job shop. When a job comes in, it is assigned to one division, which manufactures most of the job and "subs out" certain components to other divisions. During weekly meetings, managers gather to discuss jobs on deck, including those that require two or more divisions to collaborate.
Managers need not handle the minutiae of every component of a job flowing through all divisions. They can simply "contract out" to another division and plan on that part being delivered on a certain date. Such simplicity is one of the biggest advantages about having an outside supplier, in fact. But because this "internal outsourcing" happens within the same organization, J&J doesn't lose control.
Customers see none of this, of course. They work with J&J as one unit, a large contract fabricator and machine shop that can tackle not just individual components, but also complex subassemblies. Its primary selling point: With such diverse capabilities, J&J can handle entire projects, saving customers the trouble of contracting out to multiple companies.
This fact has helped J&J get its foot in the export market. The company ships to Mexico, Hungary, Germany, Belgium, and elsewhere. Some of these contracts are a result of working with local plants that are part of global OEMs. Good results at local plants got the attention of people at the OEMs' corporate offices who were looking to pare down the vendor list, which in turn led to opportunities abroad.
The company wasn't immune to the recession. By 2009 annual revenue had dropped from an annual high of $30 million to $22 million. Since then revenue has rebounded to $26 million, and this year the shop is hiring again.
When J&J hires, managers look for those who can adapt, because the company cross-trains heavily. In some areas the job shop has flexible manufacturing cells to process products that share common routings. One cell allows one person to run both a laser cutting machine and press brake at the same time (see Figure 6). In another cell, a worker operates both a press brake and a robotic welding system.
Software has helped shorten the learning curve for workers, especially on some of the company's complex CNC mills and turning centers. The company uses EZ-CAM to program many of its machining centers and GibbsCAM to program its most complex machining work centers. The latter can handle complicated synchronization issues that arise when working with so many elements within one machine.
To attain such quick turnaround, J&J keeps a fair amount of raw stock. "We're a job shop, and I don't believe in lean when it comes to materials," Cupples said. To ensure fast response, "we keep between 3 and 4 million pounds [of raw stock] on the ground." He added that the company works to maintain good contracts with its material suppliers—something that's become ever more important since commodity prices began their meteoric rise in the fourth quarter of last year.
Lean gurus might say such inventory levels tie up too much cash. But J&J has few cash flow problems, according to sources. In fact, the company used its ample cash to buy more than 15 machines since 2008.

Figure 6: In this flexible manufacturing cell, operators run adjacent press brakes and laser cutting machines.
As Cupples explained, "My father has not borrowed anything since 1979," when the company moved to its current location in Jackson. "He borrowed $50,000 to build the building. It drove him crazy. He doesn't like to owe anybody. He's a child of the Depression; things could always get worse. So within a few years he paid for the building, and he hasn't borrowed anything since."
Cupples then boiled down his father's business philosophy to one statement describing a financial conservatism that kept the shop in relatively good shape after the financial crisis: "He waits, he saves, and he buys. He pays his employees, he pays his taxes, and he invests what's left over."
Cupples' J&J Co.'s story could prove that, at least at its core, the metal fabrication business really may be that simple.
Photos courtesy of Cupples' J&J Co. Inc., 1063 Whitehall St., Jackson, TN 38302, 731-424-3621, www.cupplesjandj.com
Okuma America, 11900 Westhall Drive, Charlotte, NC 28278, 704-588-7000, www.okuma.com
Ganesh Machinery Inc., 20869 Plummer St., Chatsworth, CA 91311, 818-349-9166, www.ganeshmachinery.com


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}