















Vice President
If all of the letters and acronyms associated with software systems have you confused, don't worry, you are not alone. More readers than would like to admit are wondering what the heck (WTH) all these letters mean and which combination of them will help them run their manufacturing businesses smoothly. Like you, they do not want to buy more letters than they need. They do not want to wind up with a complicated system that requires teams of people to implement or maintain.
Many wonder about the difference between MRP and ERP. Some consider texting their teenage daughter on her cell phone to ask if she can decipher (her answer is IDK). They get lost trying to figure out which one has a BOM or if either has POS. They wonder if their management should be activity- or order-based and why both of those acronyms start with A. They worry that once they choose an acronym and get it to work with their existing software, a new version will come along and they will have to start all over. Ultimately, all are lost in the alphabet soup and long to find production-optimizing tools.
When it comes to manufacturing, an "MR" or an "ER usually precedes the "P" for planning. The P really does all of the work. Many think that MRP is for manufacturing and ERP for engineering. This is a misconception. Material requirements planning (MRP) and, more confusingly, manufacturing resource planning (MRP II) were both designed in the 1960s and today are known in combination as MRP. MRP is a planning tool centered on material. The concept is to meet demand without having excess parts in inventory through effective material and resource planning.
Bill of material (BOM) was introduced through MRP as different ways of organizing parts for manufacturing were implemented. Jobs were organized into routers and labor was recorded on tickets.
As computers became less expensive and more common for businesses, the limitations of running a manufacturing business around material alone became evident. Additional systems for planning a company's other requirements became necessary and had to be purchased independently, and then integrated with data from an MRP package. Maintaining all of these dissimilar systems together became very complicated.
In response, an extension of MRP, enterprise resource planning (ERP), was introduced in the 1990s. ERP combined a business's core planning functions in one enterprise-wide system. These functions potentially include all MRP, as well as sales, financials, delivery, human resources, and customer relationship management (CRM). In many ways ERP became the new MRP. Of course, because there was an MRP and then MRP II, you probably might guess that there would be an ERP II, and you would be right. ERP II simply refers to the imagined next generation of ERP, which has the potential to be Web-based.
As ERP packages are designed to address core business needs, they are important to any company with a product and supply chain. A cereal-maker, for instance, needs ERP as much as a gasket manufacturer. Designers of ERP systems found that keeping their software generalized broadened their market.
Most created base packages for sale to all businesses with modules and customizations for specific segments and business needs. Manufacturers then needed to weigh the tradeoffs between buying an MRP package with a clear manufacturing purpose and integrating it with other business tools, or buying an ERP package and customizing it to their manufacturing needs. It became unclear which path fabricators and manufacturers should take for a manufacturing-friendly tool with low total cost of ownership (TCO).
Ultimately, the decision comes down to what a business can afford. Most ERP systems are amazing tools worth every penny and come with smart people who know both their software and the business for which they are are customizing the software. An ERP vendor starts to categorize your business the minute you call. They ask what vertical you are in and how many employees you have. Their intentions are good; they only want to explain that using Oracle at your 50-person company would be like trying to swat a fly with a nuclear weapon. But the process can be daunting for consumers, especially manufacturers facing 46 acronyms (known by this author) for the process of turning raw materials into a finished part.
A tier system in place for ERP helps. Companies with 2,000 or more employees are in Tier 1, where giant acronyms like SAP and Oracle are leaders. Tier 2 companies with up to 2,000 employees use BaaN, JDE, Syteline, and MAPICS. For Tier 3, with up to 1,000 employees, there are Syspro and M2M. Tier 4 solutions are considered basic accounting systems that rely heavily on the use of business software like Microsoft® Excel and Word.
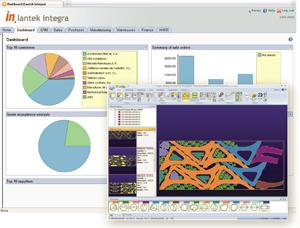
Figure 1
Raise your hand if you have fewer than 1,000 employees, manufacture something, and are frustrated that no system is available that does more than accounting. Don't worry, emerging systems address your concerns.
Common across all tiers is another problem for manufacturers: Their computer-aided design (CAD) and computer-aided manufacturing (CAM) data, which carries with it critical information such as revisions, time calculations, costs, and machining, does not communicate with most MRP or ERP systems. This makes it difficult, if not impossible, to ensure process-related data is accurate, such as labor, time, and material—the real costs of making a part. Not including these critical manufacturing applications within ERP, or at a minimum the data these applications carry, makes all the planning you can afford theoretical, as the real constraints of manufacturing are not factored.
Having a system that integrates CAD, CAM, nesting and ERP software makes identifying bottlenecks, job status, material utilization, labor costs, and inventory possible and, better yet, cost-effective for manufacturers. Such a system includes the real constraints of manufacturing, from real data, in the planning. Good acronyms, such as ROI (return on investment) and low TCO, spring to life when a manufacturing-centered ERP application, fully integrated with CAD, CAM, nesting, machines, and processes, is implemented in a manufacturing shop.
ERP for sheet metal manufacturing addresses the exact needs of fabricators and manufacturers. Small companies are able to simply implement a total manufacturing system (let's call it TMS and create a new acronym) that integrates CAD, CAM, nesting, financials, warehouse tracking, sales, jobs, human resources, and the Web in a single ERP system (Figure 1). Large companies can use the friendly, manufacturing-oriented Web interface over their larger back-office ERP system.
This new generation of ERP covers most of the acronyms and easily connects with existing systems. Suitable for manufacturers in Tiers 1 through 99, the system promises to be most beneficial to those in Tier 4, where accounting, spreadsheet, and human resources software are the planning and tracking sources for the business. Low TCO and high ROI make the benefits of ERP possible for this tier for the first time. These systems can be accessed from the machine control and a Web-enabled mobile phone, making it possible for small businesses to compete for large and critical orders while knowing their real costs. Finally, ERP is as easy as ABC.

Adria Iles is managing director for Lantek Sheet Metal Solutions USA, 3087 Palomino Trail, Mason, Ohio 45040, 513-432-6719, a.iles@lanteksms.com, www.lanteksms.com.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





