















Senior Editor

Consider a situation in which a machine operator runs an old version of a part on a punch press, then sends a batch of them on to the press brake area for forming. The brake operator notices the discrepancies. Eventually the parts are sent back to the previous processes to be made again or fixed. It’s a classic rework scenario that shops bend over backward to avoid.
In the office, the estimator emails a document to an engineer. The engineer doesn’t have a chance to look at it for two days, and when he does, he finds that the drawings the estimator attached don’t specify tolerances, so he emails them back.
“What is this exactly? This is also rework. We’ve made rework easy. In the office, rework runs rampant.” So said Kevin Duggan of North Kingstown, R.I.-based Duggan Associates.
Rework on the floor gets reported in shop metrics and scrutinized, but rework in the office is viewed as just a typical day. People write emails, copy their managers, and everyone spends the day “replying all.” The exchange, Duggan said, may even be encouraged, since it keeps everyone in the loop. Nevertheless, few scrutinize how these days-long email exchanges start and, most important, what information was needed and how and when it should have been presented in the first place.
Duggan teaches an improvement technique called operational excellence, which focuses on flow: flow of customer information in quoting and engineering; flow of work orders from engineering through programming and order release; and flow of those orders through the first operation to the customer’s receiving dock. He’s also the founder of the Institute for Operational Excellence, an organization dedicated to educating and spreading the word about the methodology.
Many custom fabricators these days have turned their focus to the office. After all, what good is a lean shop floor if it takes weeks for an order to reach it? Fabricators focus on value streams and reducing the number of signoffs and hand-offs required to get things done.
But as Duggan explained, using a shop floor value stream approach doesn’t fit the office environment. That’s mainly because of what “flows” in the office versus the shop. In the shop, tangible products flow from one workcell to the next. In the office, it’s about the flow of information.
“The difference is huge, and it comes from the way we’ve designed offices versus the way we’ve designed operations,” Duggan explained. “Ask the people in your office one question: How do they know what to work on next?”
People in the shop should (ideally, at least) give a straightforward answer: They look at the schedule. But how do people in the office know what to work on next? Answers probably vary. The “next job” may come from an email or phone call they receive, a request from their boss, or action items from a meeting they just left. For sure, people in the office have to-do lists with deadlines. But the truth is, people have so many choices as to what to do next, they ultimately make the choice. It’s not dictated by a production schedule.
So again, how do people in the office really know what to work on next? As Duggan put it, “The real answer is, most likely, ‘Whatever they feel like.’”
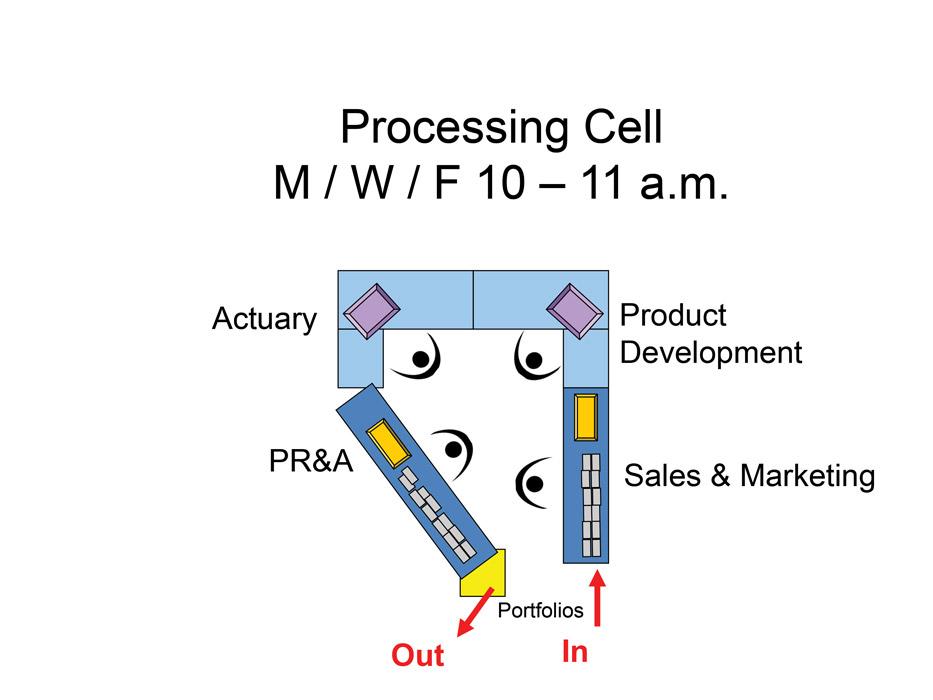
An information processing work team meets in a processing cell that processes work. This diagram shows a product-related task, but cells can be designed around any task in the office that requires input or approvals from multiple parties.
When people talk about flow in metal fabrication, they usually opine about the merits of cross-training (so that people can move to where the demand is) and the flow of jobs from cutting to bending, welding, assembly, and shipping. One might think such an arrangement would work for the office too. Why not group the people from different departments in one area, like an office workcell with people collaborating continually and the information always flowing?
But as Duggan explained, this arrangement doesn’t work, and it goes back to the fundamental “what to work on next” question. “We would never let machine operators just choose what to work on next,” Duggan said, particularly if one process is feeding another process. People in laser cutting know that the bending and assembly processes need their parts by a specific time. Not following a defined schedule (one that aims to move products efficiently through the factory) would wreak obvious havoc.
The reality of the office is quite different. When an engineer receives an email from estimating with a question on a quote, he or she might be working on another large project that needs to be completed. Sure, the engineer can theoretically switch gears and tackle the question from estimating, but in doing so he may lose track of where he was in his design project and so miss some key parameters.
Consider this: If the shop floor is made up of value streams, with sequential flow from one step to the next, the office is a web, with information and knowledge (the “products” of office work) going in multiple directions at irregular intervals. And as Duggan explained, not only is the culture of the office set up for this kind of interaction, demand is just too irregular. The demand doesn’t come from the “upstream process”; it comes from all directions.
“This is why we look at flow [in the office] as vastly different from the flow in manufacturing,” Duggan said. “We cannot use the theory behind value streams and just pick those up and put those into an office.”
How does a company instill flow in the office? It starts by defining what an office does: It provides a service. That service usually consists of information (work orders, job packets, quote packets, reports, as well as a person’s answers and insights when interacting with others) created by knowledge (gained by skills, experience, and communicating with internal and external customers).
As Duggan put it, “The function of the office is to flow information and capture knowledge.”
To analyze exactly how this occurs, Duggan suggested breaking down all the services the office provides into service families. In engineering, for instance, services might be broken down into engineering change orders (ECOs), quoting, new product design, and existing product support. With specific services identified, a fabricator next defines the outputs those services provide. Note that these service definitions describe only what the engineering activities are, not who performs them.
Consider the outputs for the service of quoting. The output is a finished quote that the fabricator provides to the customer. However, not all quotes are alike. Some request for quotes (RFQs) take a few minutes or hours to answer, other RFQs take days; some require communication with area suppliers, some don’t; some require a quick supervisor signoff, others require approval from a company owner or executive. A quoting function produces a huge variety of outputs, from the simple to the complex.
Analyzing all these, a fabricator creates a grid and defines what has to happen—the specific quoting activities that occur to create a desired output. It then creates a matrix and defines the process steps and the time each requires. The fabricator then does the same for every other defined service in the office. So for ECOs, it defines various outputs, from simple material changes to other ECOs that require more legwork.
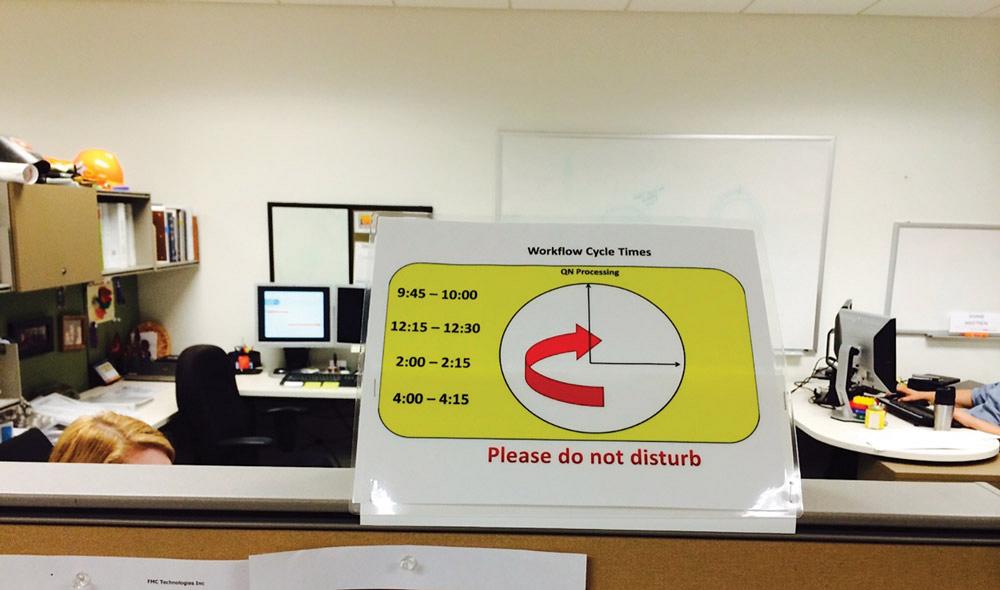
During certain times of the day, an office worker dedicates time to providing information the processing cell needs.
From here a shop identifies similarities among activities, including the time each activity takes. For example, looking at the matrix, the improvement team might find that simple quotes and simple ECOs take the same amount of time and entail similar process steps and level of expertise. (This information can be used for cross-training in the office, as explained in the Cross-Training in the Office sidebar.)
Duggan added that though service families resemble product families on the shop floor at some level, service families are different. Product families often are defined around jobs (from the same or different customers) that happen to share similar production methods and requirements. Or, as Duggan put it, “Product families are defined around what particular machines do. But in the office, we define service families around activities. One person could perform different activities.”
Product families also have specified demand rates. As anyone who works in custom fabrication or a similar job shop environment knows, demand rates vary from day to day. Regardless, those demand rates can be defined.
For most office work, specific demand rates can be hard to pin down. “In the office, we don’t try to establish a demand rate as much as we try to establish a capability,” Duggan explained. So for quoting, a shop defines how many easy, mildly complex, and complicated RFQs it can answer in a given week, based on available time and resources the company has. (Duggan added that this is a gross oversimplification of this step, but it describes the general idea.)
From here a shop is ready to start designing a system that will help avoid the common hindrances to the flow of office work. This includes minimizing the wait times as people pass on work to others for input or approvals—the classic “got buried in my inbox” scenario.
When tackling office work flow, it’s natural for people to target things like eliminating signatures, purchasing new software, and modifying internal databases. However, Duggan said fabricators should resist quick fixes and instead focus on the underlying causes of poor information flow. (See 9 Guidelines of Flow in the Office sidebar.)
Consider quoting again. The improvement team establishes service families for quoting and then defines how many quotes in each service family can be done within a given time frame, usually within a day or week. Cross-functional processing cells also could be created to meet at preset times to process the quotes.
For instance, a fabricator may decide to designate between 10 and 11 a.m. every Monday, Wednesday, and Friday as the time to process certain quotes that require expert input and approvals. The team can get together in the same room or, if people are traveling, simply make themselves available to talk on the phone and answer emails.
Improvement teams define how exactly work arrives and leaves the processing cell using first-in, first-out (FIFO) lanes. Duggan used a pump metaphor to describe how this works. Information needs to flow into the processing cell session (the pump) by a certain time. For instance, a quote needs to have various questions answered by the external customer or by an internal resource before the people in the processing cell can complete the quote.
To get this done, a fabricator creates work flow cycles to prepare the information necessary to process quotes at preset times. The people prepping the information post a “do not disturb” sign by their cubicle at a set time—say, between 8:30 a.m. and 9:30 a.m.—and dedicate this time to gather the information that the pump (processing cell) needs. This takes precedence over virtually everything else: no meetings, no answering unrelated emails.

Kevin Duggan is president of Duggan Associates and founder of the Institute for Operational Excellence.
If people don’t have the information by a certain time for, say, the Monday work flow cycle, the job misses the window and the “pump” won’t process it until the next processing-cell work flow cycle on Wednesday (unless, of course, the needed information still isn’t available).
Once all the information is collected, it’s put in a FIFO lane ahead of the processing cell, so people in the cell know exactly what to work on next. If the processing-cell work flow cycle occurs in a designated room, all the information may be put in envelopes and, say, placed in a vertical file on the wall, with each slot numerically labeled and the slot labeled “1” processed first. This also could occur virtually, with all needed information available on a server, or by using work flow office software.
A processing cell may seem like an elegant solution for all types of office work. But Duggan emphasized that these cells work only for certain tasks, such as quotes above a certain dollar value or level of complexity, approval cycles for work orders, or signing off on capital appropriations.
Implementing the nine guidelines for office flow (as described in the 9 Guidelines sidebar) creates what Duggan called a guaranteed turnaround time for information. “This concept is the true game-changer in the office.”
For guaranteed turnaround time to work, the pump (processing cell) needs information at a certain time. If it doesn’t have all the information, the pump can’t function. And if certain activities continually miss the window to feed information to the pump, something’s amiss. This problem usually occurs because one or more people simply receive too many distractions during the day.
For instance, say the person assigned to feed the pump at a designated time can’t get engineering to respond. Why don’t they respond? It turns out that the engineers are answering so many questions from all over the company that they don’t have time to perform their principal job duties. So instead of staff engineers continually being interrupted, the company dedicates people to handle questions at specified times of the day. This makes interruptions less frequent and random. An engineer can safely dedicate hours to a large project, knowing that he is not on call until the specified time that afternoon (say, between 2 and 4 p.m.).
Duggan added that dedicating several hours for people to research and answer questions is a great way to train and cross-train personnel on various aspects of the office operation.
“This is a great training tool for engineering,” Duggan said. “Giving new engineers a formal question-answering rotation, along with giving them access to a mentor, helps them learn a lot very quickly.”
Of course, a common challenge among custom fabricators is external communication. If a supplier doesn’t communicate well, a fabricator can eventually find another if nothing changes. But what if a major customer doesn’t provide information when needed? The fabricator is the supplier, and it obviously can’t lecture or demand that its customer be available to answer questions.
In these cases, Duggan said, education is key. A fabricator can work with the customer to, say, set up a call at a specific time every week to answer questions. If the fabricator has no questions, he can cancel the call. Duggan said this works especially well with highly complex projects.
Ultimately, the fabricator needs to describe to the customer how it does business, and how these practices separate the fabricator from competitors.
“Having the right attitude here is important,” Duggan said. “The customer is the one giving us money.”
Instead of complaining about the problem and preaching potential solutions, a fabricator needs to educate and sell the concept of flow to customers. It does this by showing just how quickly it can turn around quotes, order changes, and anything else if the customer can supply the right information by a certain time. Duggan added that all this can be framed as a marketing presentation, with the focus on “look at what we can do for your business.”
The office is full of variation, and a lot of it just can’t be avoided. But as Duggan explained, a system can be designed to reduce the variation in the information flow for critical tasks, like quoting, order entry, and scheduling. All of it—defining activities, dedicating times for specific tasks, cross-training—acts as a pressure regulator that stabilizes the information flow before the processing cell pumps through the activities that need to happen for the business to sustain itself.
He added that the guaranteed turnaround time takes managers out of the day-to-day operations of the business, which starts to work like a well-oiled machine. In the past managers might have held drawn-out meetings mostly devoted to solving operational problems; in other words, flow was broken. With guaranteed turnaround time implemented, managers may still hold quick status meetings or team huddles, but eventually even those go by the wayside.
In effect, the concept allows managers to work on the business, not in it. Meetings focus on revenue growth, long-term market outlooks, and other strategic topics, but they don’t focus on the operation. The operation, ideally, runs on its own.
Will all this require more resources, like a larger office staff? According to Duggan, not at all. In fact, fewer people in the office will accomplish more. “The reason why is this: Think about how much time people spend chasing information. With guaranteed turnaround time, you know when you are going to get your information, so you can stop chasing it.”
When people aren’t chasing down information, they have more time to be productive. That costly, time-consuming “rework” in the front office—like lengthy email exchanges or meetings—doesn’t happen in the first place.
Duggan Associates, 401-667-7299, www.dugganinc.com
Institute for Operational Excellence, 401-667-0117, instituteopex.org
Source: Kevin Duggan and Tim Healey, Operational Excellence in Your Office: A Guide to Achieving Autonomous Value Stream Flow with Lean Techniques (New York: Productivity Press, 2016).
According to Kevin Duggan of Duggan Associates, North Kingstown, R.I., cross-training is essential for balanced flow in the office. Nowhere is this more apparent than in the cross-functional information processing teams (or an office’s processing cells) that meet periodically to complete certain tasks, such as quoting. If only a handful of people on the team know how to perform certain activities, then those few people may be burdened with the most work and hinder flow. This goes against the entire reason for implementing a processing cell in the first place.
So how does a fabricator go about cross-training people? It starts, Duggan said, by identifying which activities can be cross-trained and which cannot. He calls this a balance chart. In it, Duggan defines the core necessities, activities that require advanced training or many years of experience, such as certain engineering or finance tasks.
The key, he said, is to break these tasks into individual steps. Some steps may require an expert, but not all. For instance, a materials analysis might require a senior engineer to perform it, “but it doesn’t take an engineer to give the job a reference number or get the database set up,” Duggan said. “Those could be done by a junior engineer or other personnel.”
The same cross-training could apply to purchasing, accounting, and other office departments. The more people know how to perform those simpler tasks that need to get done, the more time technical or highly experienced personnel can spend actually performing activities that use their knowledge.
Duggan emphasized that this doesn’t mean technical people can avoid mundane tasks at the expense of flow. But overall, cross-training does help balance work flow in the office. After all, why should a job that requires a few simple changes in CAD sit in the senior engineer’s inbox for days? With a few clicks, someone else could make the change.That senior engineer still may sign off on the changes, but he need not spend hours of his day making one small file change after another.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





