















Marketing Specialist

SMAW electrodes are magnets for moisture if they aren’t properly stored, maintained, or handled, and moisture—hydrogen—can lead to cracks when deposited into the weld puddle.
Everyday structures like ships, buildings, and bridges are likely welded together using shielded metal arc welding (SMAW). Pressure vessels, oil rigs, and pipelines are regularly specified to require the use of SMAW to get the job done, particularly if the base material is high-tensile-strength steel. Rigorous standards are imposed because weld failure on these projects can mean loss of lives, time, credibility, money, and environmental safety.
One cause of weld failure is weld cracking, which occurs when moisture deposits hydrogen in the weld. Hydrogen typically collects in a pocket, eventually making its way to the surface and leaving behind a hollow trail, known as cold cracking.
This phenomenon damages weld integrity and increases the likelihood of the weld becoming brittle and cracked. Hydrogen also can produce internal and external porosity, excess slag, and heavy spatter. These issues translate into extra expenses incurred because of the need for costly rework, downtime, consumables, and loss of reputation. If an inspector requires X-rays or expensive testing to find cracks in a weld, rework and a second round of inspection will become necessary. This means fines for missed deadlines and a loss of productivity.
Taking proactive measures to ensure that your consumables are well cared for will allow them to perform at optimal levels, reducing your risks for weld defects.
According to U.S. government specifications, electrodes should have no more than 0.20 percent moisture (see Figure 1). Depending on the type of electrode, it takes roughly two hours of atmospheric exposure to eclipse the mandated moisture level.
Storing electrodes properly should become a standard practice on your shop floor to preserve weld integrity. With a practical, step-by-step procedure in place, you will cut down on inconsistencies, bad habits, and negligence, avoiding the negative consequences of improper storage. When developing your procedure, keep a few key factors in mind.
Adjust Your Purchasing Strategy. What is your consumables purchasing strategy? Do you have one? Do you purchase in bulk? Consider purchasing techniques to obtain consumables in just-in-time (JIT) inventory levels. When using this system, the purchasing department plans accordingly for inventory needs on jobs and estimates how many electrodes will be used per welder per job. This method results in less waste because the electrodes are used in batches at a time.
Avoid Extreme Temperature Shifts. It is important to keep the storage environment similar to the temperature in which the welding will take place. Going from one extreme temperature to another can result in condensation and lead to quality issues.
To prevent unnecessary problems, make sure you don’t expose consumables to moisture beyond the suggested time limit or store them outside the manufacturer’s temperature specifications.
Use an Electrode Stabilization Oven. Many companies use electrode stabilization ovens to impede moisture pickup (see Figure 2). A stabilization oven will keep electrodes at 275 degrees F, plus or minus 25 degrees, to stop moisture pickup. It is important to remember that while a stabilization oven will not dry or remove the moisture from the electrodes, it will prevent the electrode from absorbing even more moisture from the air.
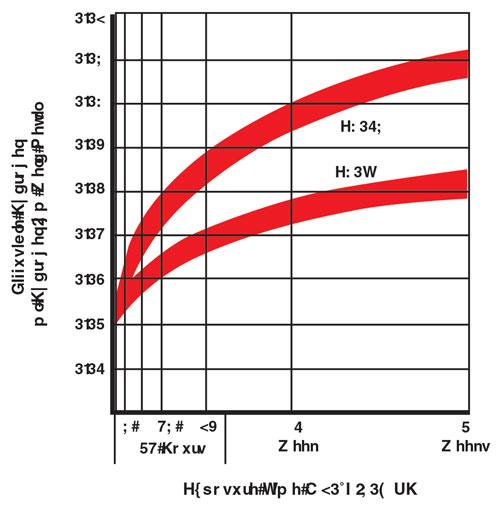
Figure 1
The graph illustrates the moisture absorption rate for an E70T flux-cored wire and an E7018 SMAW electrode. It takes just hours for each to eclipse the recommended moisture level. Those numbers climb significantly the longer they are exposed to the elements.The American Welding Society (AWS) has implemented regulations that require ovens to be used at specific job sites. Out in the field, a portable oven stores electrodes at a consistent temperature, allowing easy transportation and flexibility on the job.
You must be vigilant about following correct storage and handling procedures even away from the shop floor because you can bet weld inspectors and supervisors are. The ovens should be kept plugged in for the duration of the job as well as checked at the end of the day to ensure consistency.
Take Exposure Into Account. Your procedures should account for any exposure after the packaging is opened as well as time the electrode spends outside a stabilization oven. Once a package of electrodes is opened, welders place the sticks into a bench oven at the shop. If they need to travel to a job site, an auxiliary plastic container will keep the electrodes in an airtight environment in between heat exposure. This limits the amount of moisture, dirt, and dust to contaminate the stick electrodes during transport.
Don’t Cut Corners. Stay away from improvised storage and handling methods or short cuts, things like using a refrigerator as a substitute for a stabilization oven because it provides an airtight environment. While it may be airtight, a light bulb as the source of heat will not reach the required holding temperature, leaving electrodes exposed to more moisture absorption than is acceptable.
If you suspect that your electrodes have been exposed to moisture, it is possible to rebake and recondition them with a high-temperature oven. Setting the temperature to 660 degrees F will remove chemically bonded hydrogen from the consumable. When performing this task, be sure to spread out the electrodes evenly to ensure each one reaches the optimal drying temperature, and remember that rebaking electrodes for a shorter period of time at the right temperature is more efficient than rebaking them at a higher temperature or a longer period of time. Be sure to check the electrode manufacturer’s guidelines for recommended rebake temperature and duration to get the electrode back to a usable condition.
Electrodes that fall within the E8018 and high-tensile-strength classification should not be rebaked for more than three one-hour sessions in the 700- to 800-degree range. Once the stick electrode is rebaked to its original condition, it is able to produce a quality weld provided there is no flaking or variant arc force due to excessive redrying.

Figure 2
Figure 2
A stabilization oven will keep electrodes at 275 degrees F, plus or minus 25 degrees, to stop moisture pickup. It is important to remember that while a stabilization oven will not dry or remove the moisture from the electrode, it will prevent the electrode from absorbing even more moisture from the air.

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





