
















Contributing Writer

Figure 1
As the power increases on fiber lasers, like Amada’s 9-kW power source on its LCG 3015 AJ laser cutting machine, metal fabricators have to reconsider the adage that fiber lasers are only good for cutting thin sheet metal. These more powerful fiber lasers are cutting plate at faster speeds than previous generations, and they are delivering edge quality that meets most customer specifications.
Visitors to EuroBLECH 2016 in Hannover, Germany, Oct. 25-29, might have thought the show was more about software than metal fabricating machines if they had been looking only at booth graphics and listening to sales pitches. “Internet of Things” and “Industry 4.0” were plastered everywhere in a game of buzzword graffiti, and everyone was talking about machine connectivity and information connectivity between all aspects of a shop and even the supply chain.
Despite the buzz, the message was clear to fabricators: With the right machine tool technology and interconnectivity with shop management systems, metal fabricator operations can squeeze days out of the part-concept-to-delivery window.
Among 2-D laser cutting equipment manufacturers, the drive for higher kilowatts continued this year. Amada demonstrated a 9-kW laser (see Figure 1), and Bystronic had a 10-kW machine on the show floor. Polish company Eagle even debuted a 12-kW fiber laser cutting machine, which is targeted primarily at plate fabricators.
Mazak equipped its Optiplex 3015 machine with a direct-diode laser. This technology, first demonstrated on a tube laser at FABTECH® 2015 in Chicago, offers faster cutting speeds than fiber laser power sources in material of thin and medium thickness, according to company officials. The technology is also said to be slightly more energy-efficient than fiber laser resonators. Mazak officials report that the direct-diode laser technology has proven to be very effective in the processing of reflective materials such as aluminum.
One of the more interesting premiers on the 2-D laser cutting side of the business was TRUMPF’s TruLaser Center 7030 (see Figure 2). This fully automated manufacturing cell cuts and sorts sheets up to 12 mm thick. It sorts parts by lifting them from the sheet and stacking them on a pallet or, in the case of smaller parts, dropping them into bins below the cutting table. The cutting action on the table is designed in such a way that tipping up of parts does not occur.
Rather than traditional slats on the laser cutting bed, this machine tool has a brush table. To prevent small parts from tipping up, TRUMPF developers invented the SmartGate—two slides that move synchronously with the cutting head. The two slides also can change their distance from each other to create different-sized gaps into which the laser beam is focused. Because of this design, the sheet is securely supported during the cutting process, and small parts measuring up to 160 mm by 160 mm can be simultaneously ejected downward.
According to the company, this new machine involved rethinking many different processes, from the movement of the cutting head and table to allow more precise cuts to sorting capabilities and processing. For example, both suction plates and pins are used in the part-removal process, allowing the sorting of parts as small as a credit card.
As Bystronic’s head of business unit markets, Johan Elster noted that this continued drive for increased speeds in lasers has necessitated further automation throughout the manufacturing process. For instance, the possibility of bottlenecks at press brakes on a shop floor becomes much more pronounced with such rapid blank processing by today’s modern laser cutting machines.
Many companies at the show had newly developed tool changers on their press brakes. For instance, SafanDarley premiered its E-Brake 200T 4100 ATC, a servo-electric brake with an automatic tool changer, a 200-ton pressing force, and a working length of 4,100 mm. The tool changer is integrated into the machine frame, resulting in a footprint no bigger than the company’s standard electric brake. Bystronic and TRUMPF also demonstrated brakes with automatic tool changers.
Bystronic had another innovative concept involving robotic bending: a mobile bending robot (see Figure 3). At the show, the robot was attached to the company’s small Xpert 40 press brake. This robot can be brought into service to handle repetitive bending jobs, and when such jobs are not in production, it can be pulled away from the brake. The unit then can be operated manually.
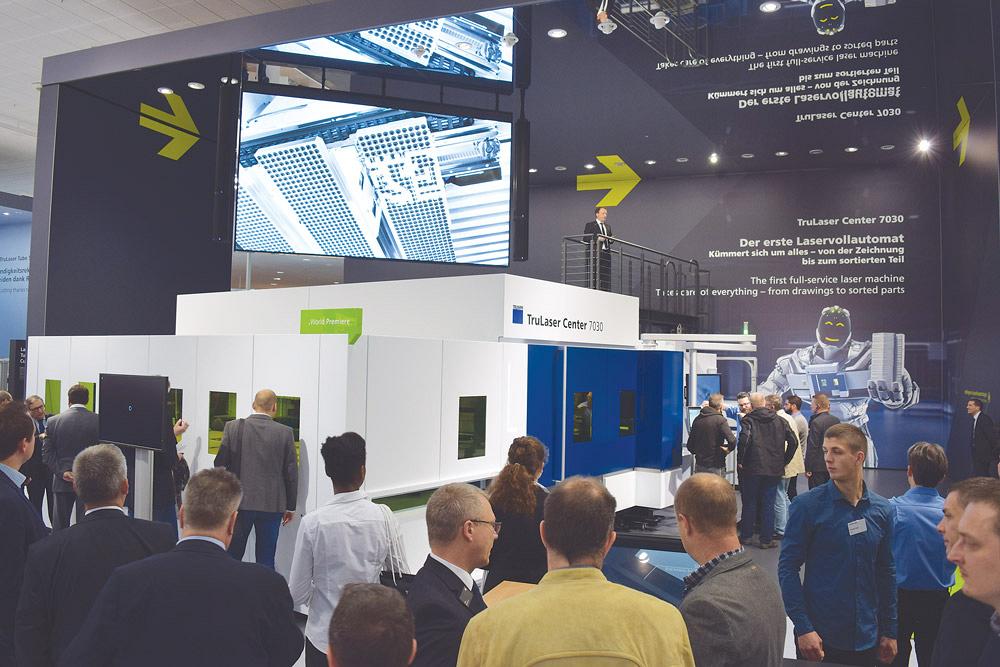
Figure 2
TRUMPF’s TruLaser Center 7030 works with a TruDisk solid-state laser and with 6 kW of laser power. Developers spent time designing the machine to address waste associated with part collisions during laser cutting that shut the machine down and refinishing parts to remove microtabs and spatter often found on the undersides of components after laser cutting.
Being able to react quickly and flexibly to manufacturing needs is just as important as relying on modern press brakes to bend parts quickly. Time is of the essence. To assist metal fabricators looking to obtain specialty tooling in an expedited manner, Wila introduced its Tool Advisor at the show. This online tool allows operators to make decisions about which press brake tools are best-suited to their specific bending needs. If the required tool is unavailable as part of standard inventory, the fabricator can use the web interface to design a special tool and order it online during the same Internet session.
LVD’s Synchro-Form technology (see Figure 4) stood out as a twist on automated bending looking to alter a niche bending application: the fabrication of long, cylindrical parts. This adaptive bending system is designed to maintain angular consistency on large parts with multiple bends. Each bend is automatically measured and compensated for, so that the geometric profile is perfectly formed. The goal of this system is to eliminate manual operations; reduce setup and handling; and ensure consistent bending results in applications like crane boom construction, part fabrication for heavy-duty vehicles, and light pole manufacturing.
The pace of manufacturing keeps increasing, and production technology and software tools are emerging to help metal fabricators keep up (see Figure 5). This is a universal trend affecting manufacturers all over the world. That’s why many of these equipment debuts will find their way to North America in the coming months, not years.
Those North American fabricators that always want to be on the cutting edge and have a desire to see new technology developments before their nearby competitors do might want to consider joining their 60,000 industry colleagues in attending the next EuroBLECH in 2018.
Amada America Inc., www.amada.com/america
Bystronic Inc., www.bystronicusa.com
Eagle Group, www.eagle-group.eu/en
LVD Strippit, www.lvdgroup.com
Mazak Optonics Corp., www.mazakoptonics.com
SafanDarley, www.safandarley.com
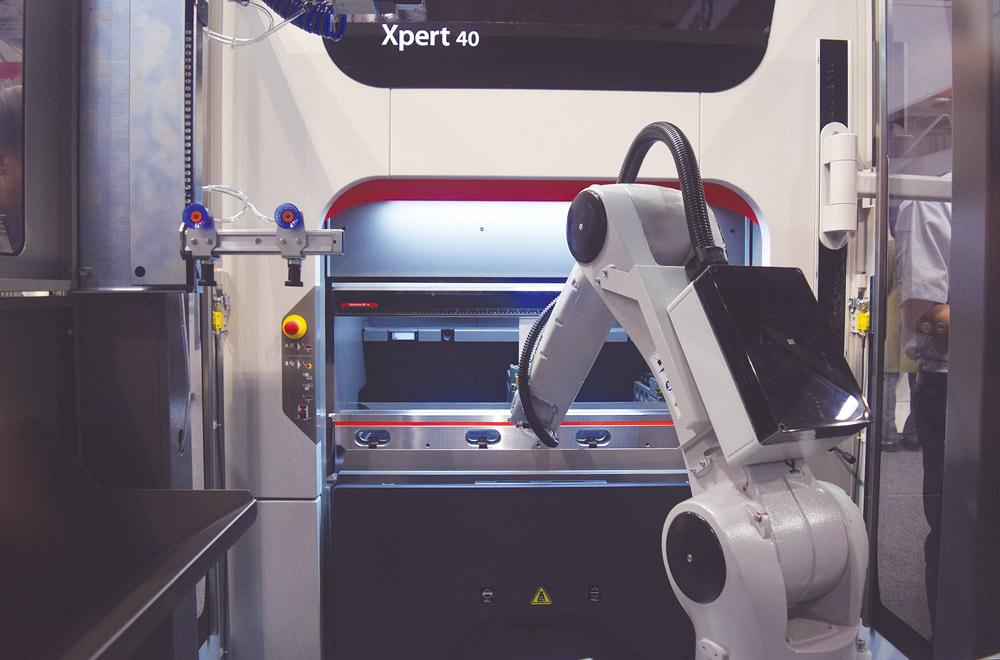
Figure 3
A robot is placed in front of an Xpert 40 press brake from Bystronic to demonstrate the flexibility of the bending cell. After a large, repetitive bending job is done, the robot can be moved, and the press brake can be used for manual operations.
TRUMPF Inc., www.us.trumpf.com
Wila USA, www.wilausa.com


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}