
















vice president of sales- Midwest
Using multiple coil processing methods, including feeding, multiblanking/slitting, recoiling, and blanking, on the same line offers better control and cost reduction.
The need for flexibility in feeding material to a press is increasing. Coil handling equipment has been developed recently with many different options that can provide this flexibility.
Typically, a coil is loaded onto a reel, threaded through a straightener or leveler, and then fed at a specific length into the press (see Figure 1). The type of material, desired flatness, and yield all help to determine what comprises the coil feed line components.
For example, if a stamper is trying to remove coil set only, a straightener will meet its needs. If it has problems with coil set, edge wave, center buckles, and crossbow, then a leveler is necessary.
Both the leveler and straightener are available in many different configurations and roll quantities. Most straighteners are equipped with seven rolls; however, based on the application, they can number as few as five and as many as 21.
Levelers also come in differing configurations. If the material is not surface-critical, then a four-high leveler is the right machine; however, if the application is top surface-critical, a five-high unit will be needed. Finally, if the material is both top and bottom surface-critical, a six-high unit is required.
Another major coil feed or blanking line consideration is the feeder. Like for the straightener, the type and condition of the material and the application play roles in determining which type of feeder is called for—a two-roll or four-roll—as well as the roll surfaces and materials.
A two-roll feeder is sufficient for most applications, but with light-gauge materials, a four-roll feeder is less likely to mark or deform the material. It is also a better alternative for heavy-gauge coil that is pulled from a pit. A four-roll feeder has twice the contact surface on thin-gauge material with half the amount of pressure and twice the pressure in thick-gauge applications than a two-roll feeder does.
Other configurations include a nonmotorized reel with a combination feeder-straightener, a motorized reel with feeder and pull-through straightener, and a cradle-feeder-straightener.
Having the ability to run coils or blanks on the same line ushers in substantial flexibility. This can be accomplished by having a feeder and blank destacker that are interchangeable within the line (see Figure 2). The feeder and destacker should have quick disconnects and share a common track and locking mechanism to the press.
When the feeder is in use, the destacker is located offline, or off to the side of the press window. When a stamper needs to load blanks, the feeder is disconnected, unlocked, and rolled out offline in the opposite direction of the destacker. The destacker is then rolled into the online position, locked into position, and connected to the press. The movement of the servo feeder and the destacker is motorized for ergonomic, safety, and speed purposes. The line is then ready to be blank-fed.
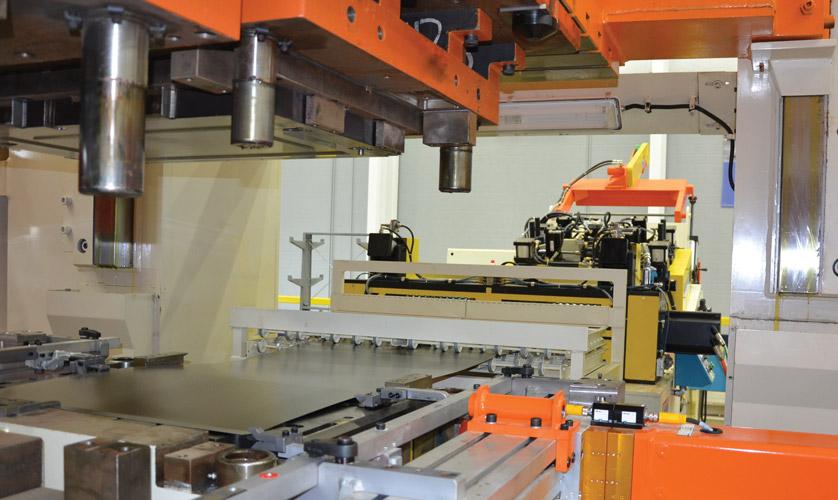
Figure 1
Material enters the die from the feeder.
Another coil processing configuration is to have a cut-to-length line in which blanks are produced and stacked for later usage on other presses. One of the main advantages for a stamping manufacturer to have its own cut-to-length line is that it can produce the exact number of blanks it will use at precisely the lengths it needs. Having that ability to manufacture a precise quantity and length eliminates the need to purchase minimums that may become excess inventory for an indeterminate amount of time.
In-house cut-to-length capabilities also allow the stamper to produce one-offs or small lot runs for testing, sampling, and prototyping purposes. Furthermore, any scrap generated from making the blank is captured by the manufacturer as opposed to the supplier. If the line is equipped with edge trimming, the stamper can adjust the coil width to its specific needs, thus controlling both the width and length.
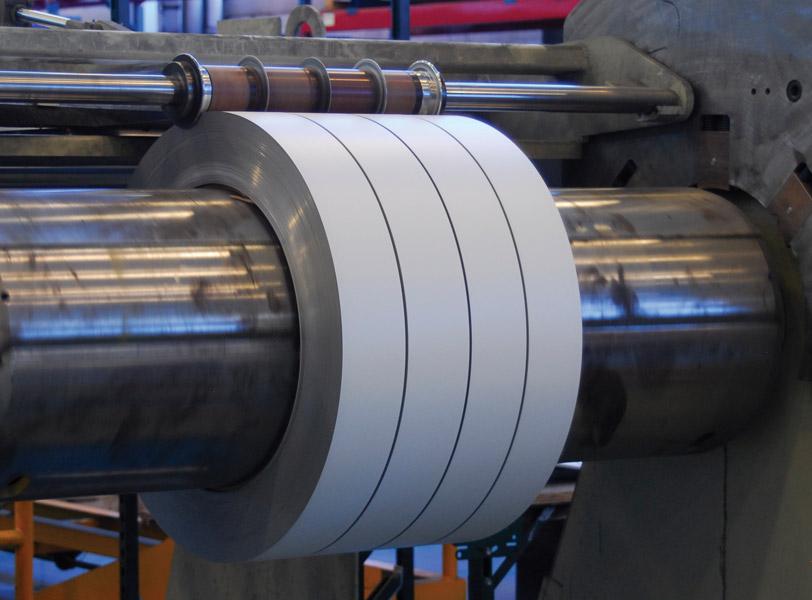
Another coil processing option is slitting and rewinding of a master coil to specific widths and diameters for later use (see Figure 3). Instead of shearing the strips to make blanks, a stamper can straighten or level the coil and then slit it to specific widths and rewind it to the specified diameter. The strips are then taped and banded and can be removed from the rewind mandrel by various methods. One method is the use of a coil car. Another method is a down-ender, which removes the coil from the rewind reel in a vertical orientation and down-lays it with the “eye to the sky.” This facilitates loading it onto a pallet for transport and usage in another part of the plant.
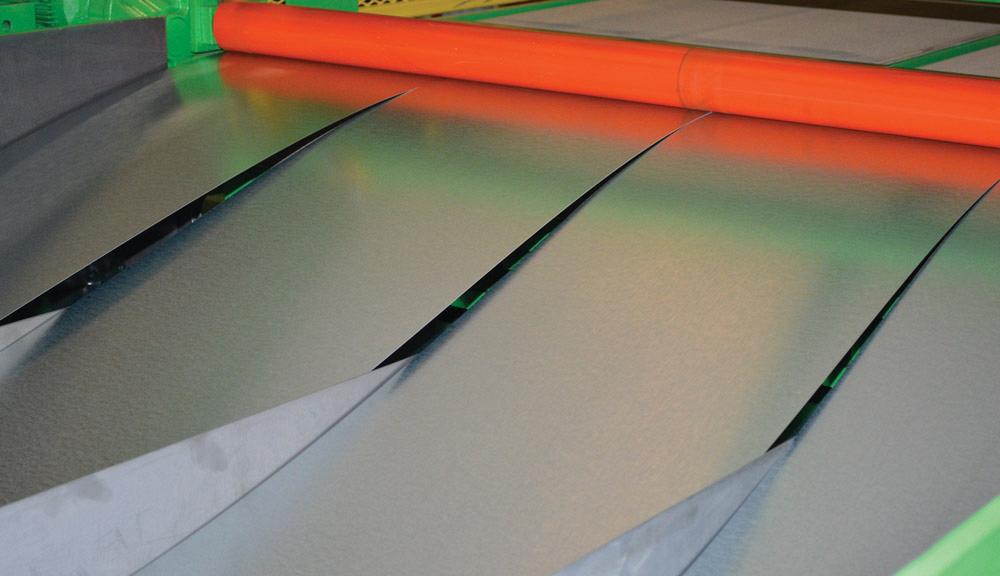
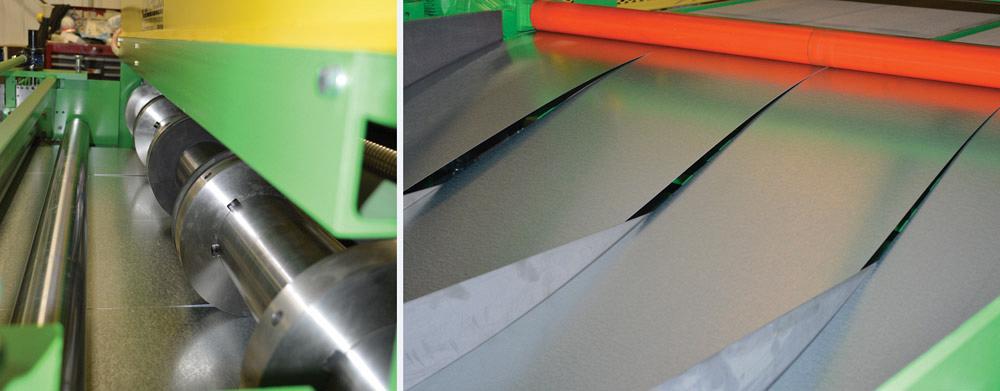
Unlike conventional blanking, multi-blanking is a combination of slitting and cut-to-length blanking in one line (see Figure 4). This allows for an easier and more efficient way to produce multiple, custom-sized blanks from one master coil simultaneously. The generic configuration of a multiblanking line is a reel, straightener or leveler, slitting head, feeder, shear, and stacker.
This process entails using a master coil of a certain width that is already straightened or leveled, then slit into multiple strips, and then sheared and stacked simultaneously.
The coil can be slit into equal or differing widths. For example, a 48-inch-wide master coil that is slit into four 12-in.-wide strips could then be sheared, separated, and stacked side by side. Alternatively, the same 48-in. master coil could be slit into two 12-in.-wide strips and four 6-in. strips.
The cut-to-length, slitting, and multi-blanking methods all contribute to better control of the quality, widths, lengths, and quantity of material. In addition, a stamper can reduce the scrap generated with all of these methods. Instead of the supplier benefiting from the scrap generated from the process, the stamping manufacturer can recoup the costs.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}