















Contributing Writer

Figure 1a: This part has various wall thicknesses and closed corners that probably require machining or perhaps casting or molding depending on the production quantities.
This edition of Precision Matters launches our detailed examination of estimating as a business process.
However, we must start with a disclaimer: Your estimating process is better than mine. We are merely offering a benchmark that might be useful for comparison. We would be delighted to hear from you to help us correct errors and omissions.
Before we jump into this series, here is a quick outline of how we will dissect an estimator’s job:
The job of an estimator is to receive a specification for a product and then commit to a price and schedule for fabricating that product. Our normal contact with the outside world is limited to clearing up ambiguity; we normally deliver our work to another department which in turn will handle the contract with the customer.
he fabricating company we work for is a job shop. As such, the facility features a collection of skilled labor and capital equipment organized for quick transition in processing various batches of parts. Our customers value our service as their manufacturing department.
Our sales staff might bring us projects for price estimating that require processes that we don’t have in-house. We routinely subcontract portions of the manufacturing to other job shops in our business network.
Our company’s financial success depends heavily on our estimator’s ability to predict the behavior of our shop.
As we examine the product that we are to fabricate, our goal is to identify all of the manufacturing processes that will be required to do the job. We will use this list of fabricating requirements throughout the estimating process.
Early on in this examination we will note that some products require a significant amount of subcontracting. In other words, the product is not compatible with our in-house resources. We will consider policies and procedures for dealing with such a contingency to be an integral part of our estimating process.
For convenience, let’s suppose that the specification for fabrication is in the form of a drawing and a request for quote (RFQ). The drawing has notes that specify the material, finish, and dimensional details for the product. The RFQ specifies the target quantity and delivery schedule. We also have access to 3-D CAD data for the product.

Figure 1b: This part appears to be made from welded tubing and possibly painted. This is definitely not a sheet metal part.
Our first scan of the drawing is in search of overall size and product complexity. At this stage, we are on the lookout for products that are too big or too small for routine processing. We’ll communicate with the sales team to decide what to do with the exceptional parts. From prior negotiation of policy and procedure, we know our sales staff understands that the general policy for an RFQ is quick response. Sometimes that response is no-bid. If the part is not a fit with the shop, our costs will be elevated. Rather than submit a detailed bid that is likely to be rejected, we keep our estimating focused on projects that fit our business model.
Consider the product designs shown in Figure 1a, 1b, and 1c. An estimator sees three distinct manufacturing categories: plastic, tube welding, and machining. As fabricators, we frequently encounter parts that are clearly sheet metal as opposed to machined, molded, stamped, bent tubing, or extruded. It is useful to stereotype the product in such terms. The overall goal is to identify cost-effective fabricating processes that could produce the specified product. By starting with an overall concept—the stereotype—we have immediately narrowed the scope of fabricating processes that are likely to be included in our estimate.
A designation like sheet metal helps the estimator to look for features that can be processed on machinery like shears, turret presses, lasers, and press brakes. On the other hand, a designation such as machined would focus our examination of the product’s design for features created with machinery like saws, mills, lathes, surface grinders, or other chip-making machinery.
Often a product design will have hybrid features—not quite sheet metal or entirely machined. A tapped hole can be produced with a mill, a lathe, a drill press, or even a properly equipped turret press. As the estimator examines the drawing, a tapped hole in a sheet metal part will stand out as a hybrid process requirement that will have an impact on cost.
It is the estimator’s job to distinguish the metalworking processes—cutting, hole-making, and chip carving—from finishing processes—plating, painting, and screen printing. While all fabricating processes have a setup time and production rate, some processes must be completed in a specific order. As part of the function of identifying the needed processes, the estimator also should be noting the sequence in which the processing must be done.
Certain situations might call for a product to be machined after paint is applied. The converse is also true. As the estimator determines the sequence in which the work must be completed, the notes will be useful when preparing the work order, a topic to be discussed in a future edition.
Some product specifications will call for proces-sing that has never been done before. While that type of a request may sound exotic, it may be as mundane as making a new hole size. As the estimator identifies a needed manufacturing process, he or she also has to consider the need for special tooling, fixtures, and setup. These notes will be referred to in later stages of our estimating process.
Some products specify the impossible. Figure 2 illustrates a product design that generally looks like sheet metal. However, there is a limit to the smallest hole that can be punched in sheet metal. Typically, the diameter must be equal to or greater than the material thickness. The design shown in Figure 2 has holes that are much too small to punch. It also shows an inside bend radius that may require coining and a short flange that may require machining after bending. As designed, the product is difficult to manufacture.
Should we simply no-bid the part, suggest design changes to make the part easier for us to build, or quote it as a hybrid part that will be produced with some sheet metal processing, with perhaps some additional EDM and conventional milling? The answer to that question is found in our policies and procedures for the estimating department.
Quality control is a fabricating process that is important to include while identifying what it takes to build the product. The product’s specification will include tolerances for all of the features.

Figure 1c: This assembly appears to have a circuit board and a plastic cover of some kind. This could be produced with overmolding, stereolithography printing, or some other form of plastic processing.
Figure 3 shows a drawing for a sheet metal bracket. Note 4 specifies a tolerance of ±.0004 in., which definitely will have an impact on the quoted price. It might even prevent us from accepting a contract for fabrication. Our policy for acceptable tolerances will be driven largely by the machinery’s capabilities. That policy will govern whether to no-bid or to suggest changes to improve the design for manufacturing.
ome tolerance ranges will have a significant impact on expense. Excessively tight tolerances might be a candidate for a no-bid response to the RFQ.
Notes regarding quality control will be needed during the preparation of the work order. Any product specifications regarding finish and cosmetic appearance also should be included.
The raw materials and components that go into a product represent a procurement process that is vital to the fabrication process. During the initial scan of the project’s specification, the estimator is noting all of the materials required. Some raw inventory requirements can be problematic. For example, a product may require a custom extrusion as the base material. That custom extrusion can be obtained only in significant quantities, several hundred feet, for example. Obtaining and stocking that raw material is a process that should be noted early on as it contributes to the expense of producing the product.
The winnowing tactics we’ve described are in effect throughout our estimating process. We eliminate products that are too big, too small, require too much subcontracting, lack clarity, have ridiculous tolerances, or are simply a bad fit with the shop’s business model.
Our strategy is to focus our estimating effort on products that are easy for us to build at a good profit and will delight the customer in every way. That delight should include the price charged and delivery schedule. Price is a function of predictability and difficulty. An easy task that is very repeatable can be priced with the low risk in mind. A one-off that is challenging to produce—perhaps requiring a fixture, custom tooling, extensive CNC work, or subcontracting—is much more difficult to predict in terms of schedule, material, and labor.
our specific business model might be targeted at custom one-offs, something like custom hot rods. If so, your estimating strategy includes budgets for false starts and schedule overruns. Predicting custom work involves a lot of risk. Your estimate might do nothing but cover your cost—whatever that turns out to be—and include an agreed-to fee. Setting that fee is a function of the customer’s perceived value. If you have a great reputation, you can command a larger fee. This business model works best with high customer demand for the service.
At another extreme of one-off manufacturing, consider the 3-D printing business. It is a very competitive industry. The expenses for material, machine time, and labor are predictable. Thus, the estimating risk is low. To attract customers, who may contact you only through the Internet, your pricing must be speedy and clearly stated. While building your reputation and customer demand, you may be forced to estimate with no margin for error.
Regardless of the business model, our pricing will reflect our company’s strategic financial goals. Those goals are embodied in our policies and procedures for sorting out the good RFQs—projects we want to build—from the bad RFQs—projects that some other firm should manufacture.
We offer our customers a competitive advantage because of our shop’s excellent performance. Our efficiency allows us to give them a competitive cost basis and still maintain our internal targets for financial performance.
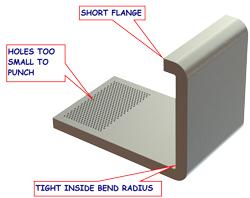
Figure 2: This design presents some problems as a sheet metal part.
ur goals in terms of customer service include rapid response to the RFQ. As soon as we identify a process that is out of our comfort zone, we respond to the RFQ with a brief description of the offending requirement and our respectful no-bid. This frees our estimating staff up to focus on more suitable work. It also comports well with our high standard of responding to customer inquiries.
The strategy we apply to our estimating must be coupled tightly with our company’s business mission. As a job shop, our equipment and facility give us competitive advantages for a specific range of products. Our sales and estimating efforts are coordinated specifically to attract the right customers and product mix. While the strategy is well-established in our firm, it is always under review and subject to improvement.
Gerald would love to have you send him your comments and questions. You are not alone, and the problems you face often are shared by others. Share the grief, and perhaps we will all share in the joy of finding answers. Please send your questions and comments to dand@thefabricator.com.
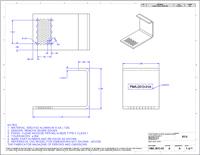
Figure 3: In the mechanical drawing for this design, Note 4 designates a tolerance of ±.004 in. for a sheet metal bracket. The estimating process will include consideration of tolerances. The goal is to avoid projects that are ill-suited to our shop.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





