















Senior Editor

Figure 1
Bermo launched as a stamping company, but now also
offers laser cutting, welding, and other fabrication services.
Photos courtesy of Jill Greer.
Bermo Inc.’s story could have followed a stereotypical narrative. The manufacturer launched in 1947 as a stamping operation. It made products like hubcaps, rubber mud flaps, and car “side scrapers,” an automotive accessory of yesteryear that scraped against curbs when parallel parking.
During the following decades it expanded into telecommunications and electronics, landing large contracts to make computer chassis and keyboard frames, back when keyboards still had metal parts. In the late 1990s business with computer-makers just kept growing. It opened additional plants in Minnesota, California, Mexico, even Scotland. Then came Y2K and the ensuing bust in the early 2000s. Computer assembly moved overseas, and chassis manufacturing soon went with it. As David Berdass, vice president, recalled, “Over the course of 90 days, that business shrunk by 85 percent.”
After the collapse in 2001, Bermo’s new plants, all of which supported the electronics business, closed within two years. All that remained was Bermo’s main facility in Circle Pines, Minn., just north of Minneapolis.
Considering the history, many would think the 2009 recession would have given Bermo its knockout punch. But today the company—which now offers fabrication, stamping, welding, and assembly (see Figure 1)—remains healthy, even in the face of struggling companies in the agricultural equipment sector.
According to sources, the company made it to where it is today essentially by questioning the status quo.
“I listen to jokes.”
So said Tooling and CNC Manager John Grewe, who recalled numerous times when employees said, “Wouldn’t it be great if we ….” then jokingly followed it with a pie-in-the-sky dream.
Wouldn’t it be great if we could turn around a part in 24 hours? Wouldn’t it be great if we could automate quoting? Wouldn’t it be great if we could assemble this entire product in one hit? Wouldn’t it be great if …
Idea generation drives the company, though not every idea has worked. For instance, managers considered multiprocess manufacturing cells for a time, but shied away from implementing traditional product family-specific cells across the company. Such a process just didn’t work in an organization with more than 5,000 part numbers.
Though Bermo did install multiprocess cells where it made sense to do so. For instance, a few workstations in the forming area have wire welding stations directly adjacent to a press brake. Cross-trained operators form components, then move over to the gas metal arc welding station to join the subassembly. Hardware insertion presses, spot welding stations, or tapping stations may be moved near other machines, should it make sense for a certain family of products.

Figure 2
To test an idea, workers installed a tarp to block heat
and some of the dust from the laser cutting machines.
The shop also has a separate area dedicated to heavy-gauge fabrication up to 1 in., where operators shepherd pieces from the 6-kW laser through forming, welding, and assembly. The area operates like a company within a company, where personnel take ownership of the work from start to finish.
New ideas are great, but not if everyone doesn’t agree on the “truth”—the way things actually are done. As an ISO 9001- and ISO/TS 16949-certified company, Bermo has documented procedures that should match what really happens in the shop.
“We do layered process auditing here,” Grewe said. “It’s done weekly by managers, and the managers are then checked by their managers, which are then checked by the executive level, which is then checked by the owners, if necessary.”
The “layering” is critical because all processes interconnect. No one department is an island, especially in a shop with more than 200 employees. A deviation of the process in welding may affect procedures in final assembly, for example. In these instances, managers and executives over both areas may get involved.
Bermo has communication boards posted throughout its plant, and a portion of every board is dedicated to idea generation.
“Anyone can submit an idea, and that idea is then reviewed at a meeting with the entire department,” Grewe said. “If it’s accepted, it’s placed on the board, so the change is communicated to all shifts. If an idea involves all three shifts, all shifts have to approve it.
“Now let’s say that one shift doesn’t like the idea,” Grewe continued. “This doesn’t mean the idea is rejected right away. Next, a supervisor looks at it. If the supervisor likes the idea, he or she can approve it and drive the change that way.”
If the supervisor still doesn’t like it, the idea still doesn’t die. Instead, the plant manager reviews the idea. The plant manager still can approve the idea as is, or introduce the idea to another department that might benefit.
“If it’s rejected by the plant manager, he’ll take the idea cards and put them into a database, where it’s never lost,” Grewe said.
The database holds not just the idea but also the person who introduced the idea. So if the idea is ever implemented down the road, the person who came up with it still gets credit.
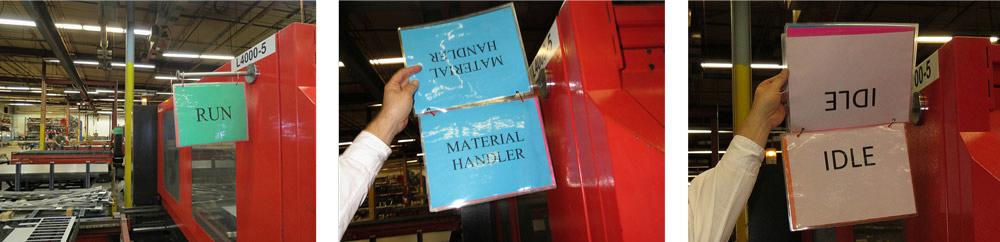
Figure 3
Often people’s ideas at Bermo lead to “keep it simple” solutions. Instead of a complicated array of andon (display) lights, why not have a flip chart that shows when a machine
is running, idle, waiting for material, or performing other tasks?
If ideas are implemented, the company gives the employee who developed it “Bermo bucks,” which can be used for department pizza parties, clothing, or other prizes. Once ideas are implemented, they’re signed off, ISO and TS documentation is reviewed, and the implemented idea is archived for future reference.
Results from this idea-generation regimen are evident throughout the shop. Near the shop entrance is a row of Amada lasers, which generate significant heat. Some laser dust escapes the dust collection systems, floating over to an adjacent machining area. One worker happened to be joking with his co-workers, “Wouldn’t it be great if we had a big shower curtain?”
The team laughed, but then had second thoughts and ultimately ran with the idea. To test it, they installed a large tarp overhead, which effectively blocks the laser dust and heat. Step underneath the curtain, and you can feel the shop get a few degrees cooler. At this writing, Bermo is planning to install a permanent curtain barrier between the two areas (see Figure 2).
Walk over to the lasers themselves (Bermo has eight total, including a lights-out system), and you can see the result of another “wouldn’t it be great” idea. Andon lights are ubiquitous in many lean plants, but operators and supervisors sometimes want to know more than whether a machine is running (green light) or idle (red light). They could add different lights to signify setup, material handling, and other steps in the operation, but why not just have a sign on the laser itself?
“Sure, it’s low-tech,” said Grewe, “but it works,” adding that such signs now can be found on stamping presses and all other machines throughout the plant (see Figure 3).
The five lasers in the area aren’t fully automated like the tower-fed laser across the aisle. Operators use suction lifts to place sheets onto load/unload tables, and yet the entire area has only two operators, and all lasers are running.
“This is like the surface of an aircraft carrier here,” Grewe said. “Everyone is doing a well-timed dance between prestaging, offloading, and loading.”
Once parts are offloaded, they go to a machine for oxide removal if needed, then are placed adjacent to a “route” or “road.” Think of it like a bus stop for material that needs transported to another area.
Years ago the company had a problem with excessive fork truck traffic. Parts spent a lot of time waiting for a fork truck to become available. And when they were available, the drivers had to zigzag throughout the facility, from one room to the next, to deliver parts.
It seemed just the cost of doing business as a job shop in an older building designed decades ago, when breaking production into specified departments was in fashion. To implement the classic lean U-shaped part flow, from cutting to bending to welding and to final assembly, Bermo would have to knock down a lot of walls.
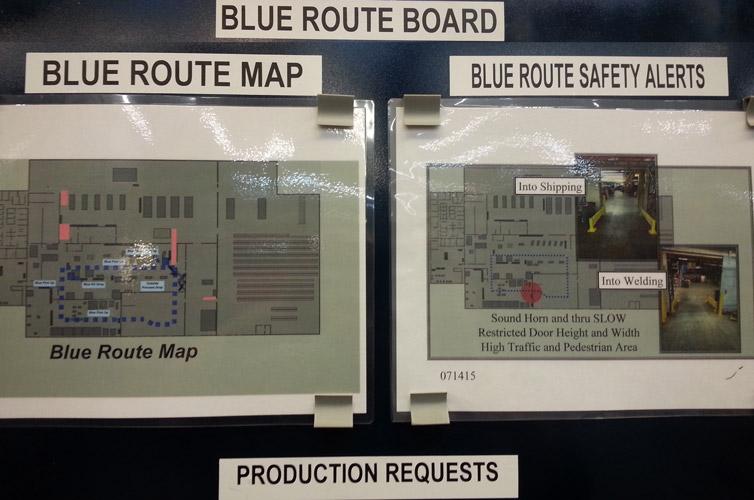
Figure 4
Most jobs move from one department to another on
one of two “roads” for fork trucks—the Blue Route
(shown here) or the Red Route. Organizing flow like
this has reduced the number of fork trucks in the plant
from 15 to four.
Then came another “wouldn’t it be great if” idea: Why not have specified routes that fork trucks take throughout the shop—almost like a “bus” for work-in-process (WIP)? Workers within departments would transport WIP with wheeled carts within specific areas. To move WIP to another department, workers would drop parts on one of two routes, the “Blue Route” or “Red Route,” which the part routing would dictate (see Figure 4). A third road, the “Gold Route,” would be for inventory. As sources explained, this practice helped simplify part flow and reduce the number of fork trucks from 15 to four.
Idea generation occurs throughout the organization, but sometimes works best when it comes from front-line employees, the people who do the work. Grewe gave several examples in Bermo’s light assembly area, a department that often serves as the guinea pig for new ideas. (Those simple andon signs were first used in this department, for instance.)
Over the years workers have developed ideas for better assembly techniques, including new fixtures and handling methods to avoid scratching cosmetically critical parts. In a recent example, workers analyzed the challenges of one subassembly that really didn’t have sufficient throughput. The bottleneck occurred at a station where a worker put together an assembly by hitting it at 32 different points with a rubber mallet. Not only was this time-consuming, it was an ergonomic nightmare. It also presented a quality issue, with some parts of the assembly joined with inconsistent amounts of force.
Several workers talked with Grewe about a potential solution. One of them joked, “Wouldn’t it be great if we could just hit all these at once with one giant hammer stroke?”
Again, Grewe listens to jokes. Why couldn’t they hit it with one giant hammer stroke? In one day they designed a flexible pneumatic fixture that applied pressure to all 32 points at once. Workers fixtured the component, then pressed a dual-palm control (for safety) to activate the pneumatics. Boom!—the entire assembly was done in one consistent stroke. Ergonomics improved, as did quality (see Figure 5).
The fixture was designed, customer-approved, and implemented in just four days. It even can be adapted to other products, should the product mix or design change down the road.
In early 2015 managers started thinking about the potential for new business. As Scott Dowson, vice president of customer service, recalled, “We were trying to figure out a way to strengthen our relationship with customers, especially on the engineering side.”
Like a lot of fabricators, Bermo has offered design-for-manufacturability (DFM) services to its customers for years. The company makes its own tooling, and Bermo toolmakers have seen tooling demands evolve. In the 1990s and before, customers demanded much higher volumes, which in turn pushed toolmakers toward comprehensive progressive dies. The more features that could be cut and formed in a prog die, the better.
Today the company’s stamping operation often tackles the so-called “medium-volume” job—about 20,000 pieces or more a year. These volumes could be processed by the turret punch press, laser, and press brakes, but probably not as efficiently as a stamping press. The trick is getting the tooling costs down. This is where some old-school die technology, like pancake dies that make a part blank in a single stroke, is playing a role.
This DFM work has entailed choosing the right production method, and perhaps tweaking the part design slightly to reduce costs. But usually Bermo engineers have performed this work on parts that have already been prototyped. Would there be a way for the company to get involved earlier in the design cycle?

Figure 5
Assembly workers developed this pneumatic system that applies pressure at 32 different points on the assembly. It produces 32 hammer strokes in one hit.
Talking with customers, managers discovered that many were starting to do their own prototyping in-house, simply because it took prototype shops so long to turn around jobs. A prototype shop might take four to five weeks, while an OEM’s in-house department could turn a part around in two to three weeks.
The Bermo team surmised that prototype operations had these long turnaround times mainly because of their diverse backlog, with complex prototypes that take a lot of time, followed by a simple order, followed by another complex job.
Bermo managers saw opportunity here. As they saw it, the company could produce certain prototype parts in 24 hours—a big benefit for customers with short time-to-market requirements (which is pretty much everybody these days). The service could also benefit a customer that has a field failure or warranty issue that calls for a quick part redesign.
From this idea came a new 24-hour-turnaround prototyping service that Bermo launched last year. The parts need to be made of steel, aluminum, or stainless material that the fabricator has in stock. If a designer has another material in mind, a Bermo engineer may propose similar material that’s in stock, to be used just for the prototype.
The part design can call for laser cutting, bending, spot welding, and hardware insertion. And it can have forms that require up to three different tooling setups on the press brake. The part can’t have any special finishing or geometric dimensioning and tolerancing (GD&T) requirements. Nor can orders have more than 10 pieces or three different part numbers. All that said, if a customer provides a CAD file by noon, the people at Bermo should be able to turn around the prototype by the next day (see Figure 6).
Bermo makes this happen by streamlining the front-end processes. As Dowson explained, “These jobs don’t go through a formal activation process or have a BOM [bill of materials] established.”
Instead, the job comes in, an engineer reviews it quickly to determine if the part can be done, then creates the job, unfolds the part in CAD, and creates the operational sequencing, all of which appears on the print itself.
It’s then put on the schedule, usually between two larger production orders. The updated schedule appears on monitors throughout the facility. (The monitors are refreshed every 30 minutes.) The prototype job then is sent out to the floor on specially labeled carts, accompanied by a print—no formal job traveler.
Front-line operators play an important role. “We always try to close the gap between the front-line personnel and the customer,” Dowson said.
For instance, a part’s bend radius may be too close to a hole or other feature, and the operator may suggest moving that hole to avoid deformation. The operator himself makes notes on the print.

Figure 6
When workers see this cart on the shop floor, they know the parts it carries are part of the company’s 24-hour-prototype program.
“The next day the customer may tour our facility and get introduced to that operator, who he knows worked on his part the previous day,” Dowson said. “We just closed that gap. This helps enhance engagement, pride, and job satisfaction.”
In recent months the Bermo estimating department has been swamped. Slowdowns at major customers have spurred a lot of quoting activity. Hunting for better ideas to reduce costs, OEMs are sending out more request for quotes (RFQs).
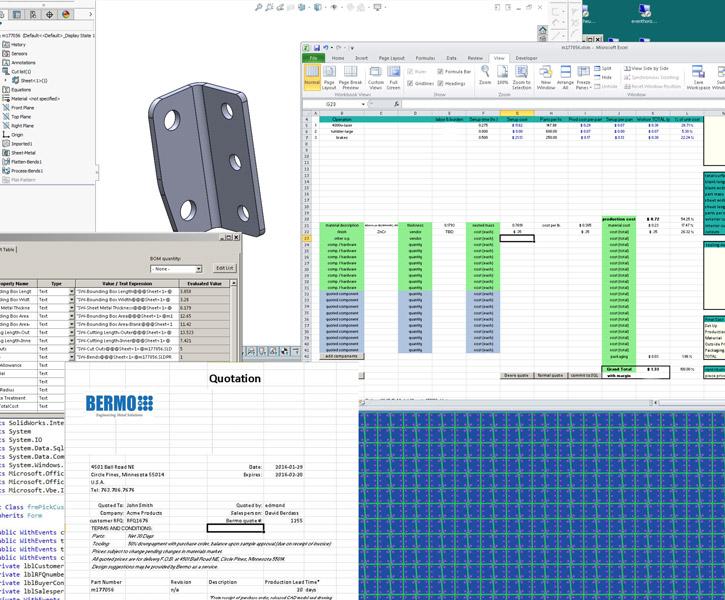
Berdass, the founder’s grandson (see Figure 7), knew the importance of quoting. He had worked in estimating for more than a decade. He also knew that turning around a quote quickly can help win business. Traditionally, the only way to do this would be to hire more estimators, which he wanted to avoid considering that the number of RFQs changes significantly depending on economic conditions. Here again came another idea.
Wouldn’t it be great if we could automate quoting?
He knew it was possible, in theory. He had in fact seen one large customer use a costing add-on in CAD. When an engineer added or took away components, the add-on would provide a costing estimate immediately.
Could Bermo create a system that could provide immediate pricing information, but customized for the shop’s operation and hourly rates? For this, Berdass turned to Edmond Lo, Bermo’s network administrator who started as a press operator in 1979. Over the decades he has gained experience to become the company’s software guru. “I grew up at the same time as the dawn of microcomputers,” Lo said.
In the 1980s he wrote programs for image processing to create a digital comparator of sorts, before modern flat-part laser inspection systems became widely available. And for this latest challenge, he wrote code based on known processing speeds in the shop, including inches per minute at the laser and welding stations and strokes per minute at the stamping presses and press brakes. He also incorporated nesting variables on the laser and turret punches.
In forming, the software takes into account tooling requirements and capabilities. For instance, if a part has two flanges on the same axis, it knows it can be bent in one stroke by one tool set on the press brake. The software also takes into account material weight. If a part is large or heavy, for instance, it might need additional operators to handle it, and it may take longer to manipulate the part between bends.
Berdass named the program after his grandfather, company founder Fred Berdass. It’s called FRED, or First-of-its-kind Rapid Estimate Delivery. Launched earlier this year, the automated quoting system can process a single CAD file or batch-process multiple CAD files—all with a few mouse clicks (see Figure 8). Estimators review the results and approve them with another mouse click. Lo has even written logic that transfers the quote information automatically to customer-supplied forms.
In late 2015 the company’s hit rate (how many jobs won compared to how many bid) was 20 percent, and Berdass said he hopes that FRED will help push that hit rate even higher.

Figure 7
David Berdass, vice president at Bermo, stands by a picture of his grandfather, company founder Fred Berdass. He and his brother, Josh Berdass, vice president of operations, belong to the third generation of the family business.
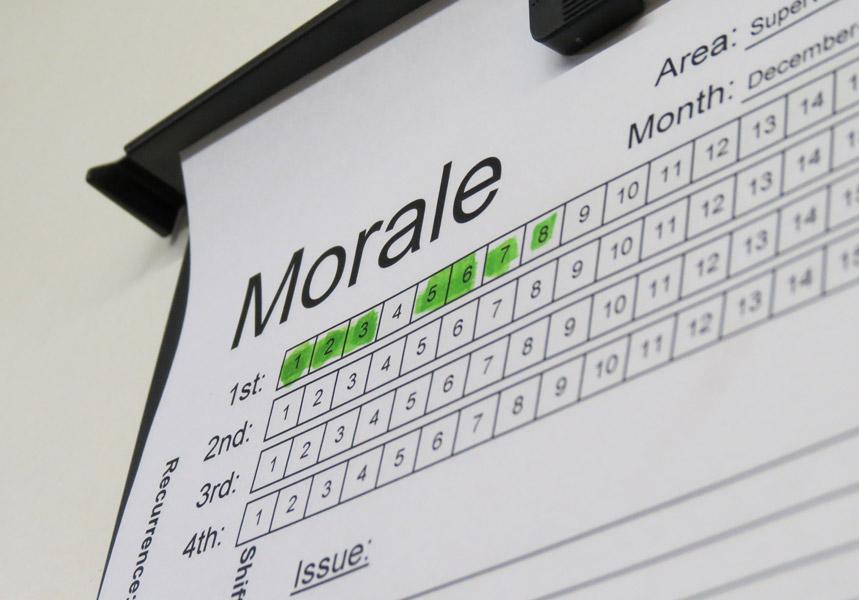
Berdass sees the quoting system as key to securing Bermo’s future financial security, which is also central to another key metric that’s placed on every communication board in the company: morale. Workers in each department are asked to rate how their day went. A “green” day shows everything is OK. A “yellow” day has a few problems, and a “red” day shows that major problems are afoot (see Figure 9).
As Grewe explained, the morale metric was difficult to measure at first. Initially all teams simply made every day “green.” Every team member in the department has to agree on the metric, and it took a little time to buy in to the concept. Eventually teams began to answer honestly.
Still, they don’t report the metric right after their shift. They instead wait a day for heads to cool. Say a design is late and an engineer apologizes for it the next day. The issue is resolved after all, which gives the team a fresh perspective on how the previous day went.
This cool-down buffer also means that if people do mark a day as “red” on the morale-metric sheet, there’s probably a major problem that needs to be addressed immediately.
Employee morale may be at the core of it all, really. The organization has tackled the morale issue both internally and externally. Internally, through communication efforts and cultural changes, Bermo has given employees a voice. Externally, through automated quoting and quick-turn prototyping, the company is planning for future revenue streams—and, ideally, a future of more opportunity and growth.
Bermo Inc., 4501 Ball Road NE, Circle Pines, MN 55014, 763-786-7676, www.bermo.com



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}