















Contributing Writer
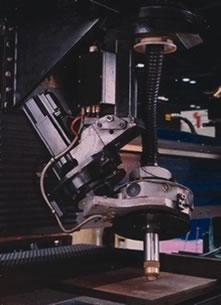 |
| An infinite-rotation compound-skew-axis manipulator with a plasma torch allows automated contour bevel cutting of mild steel, stainless steel, and aluminum. |
Maximizing productivity. Making more with less. You hear about it almost every day.
Productivity improvements are what saved metal fabricators in the '90s. Maximizing productivity will allow you to capitalize on the economic recovery now under way and to wage war against competitors, both near and far. The key to achieving maximum productivity for plate cutting operations starts with defining productivity.
Productivity is best defined as the number of good parts that are produced in a given period of time; therefore, increasing productivity means producing more parts in that unit of time. But note that only good parts count. Higher productivity does not result from the increased production of parts that do not meet specifications.
Productivity increases when the productive processes—cutting, marking, and drilling—are executed as quickly as possible. Maximizing productivity also means minimizing the nonproductive segments of the manufacturing cycle. In fact, productivity can be maximized only when all the time associated with manufacturing is minimized:
Process timeincludes the in-cycle time devoted to the fabricating operation, such as cutting, marking, and drilling.
Nonoperational in-cycle timeincludes the time within the process cycle that does not include the actual operation, such as setup or moving the equipment from one process feature to the next.
Out-of-cycle waiting timeincludes the time spent waiting during material handling, such as raw material loading, processed parts unloading, and scrap removal.
Downtimeincludes the time that lapses when equipment is malfunctioning and is not available for use.
Secondary operations timeis the time consumed during downstream operations, such as cleaning, reworking, welding, and finishing, and includes the time spent handling the parts between these operations.
Minimizing process time has a major effect on plate processing productivity. You can minimize process time by using faster process speeds and reducing the time to initiate the process.
While laser cutting is a relative newcomer to the plate processing arena, both oxyfuel and plasma cutting have been around for a while. Fortunately, these processes are being improved continuously to increase cutting speeds.
Oxyfuel cutting has been used for more than 100 years, but recent nozzle design enhancements have increased oxyfuel cutting speeds by up to 20 percent without sacrificing cut quality. In addition, gas regulation systems for oxyfuel cutting have recently been automated to make pierce times shorter and more consistent.
Plasma cutting speeds continue to climb for both conventional and high-quality cutting—as fast as 160 inches per minute (IPM) for 1/2-in.-thick mild steel.
Laser cutting speeds have increased as higher power systems are developed for production use. However, reducing pierce time has achieved the greatest improvement in laser productivity.
Simply using the fastest process available that will get the job done is the most obvious way to reduce process times. Sometimes, however, a slower process can produce more parts than a faster process if you can cut multiple parts simultaneously. For example, more parts can be cut with oxyfuel than with one of the new, fast plasma systems if you use eight oxyfuel torches simultaneously.
When the machine is running (in-cycle), maximum productivity is obtained by minimizing time spent outside the actual process, such as setup time and torch positioning time.
Seconds can add up quickly during the torch positioning step before piercing. Some new plasma lifters have vertical speeds in excess of 800 IPM, resulting in dramatic time savings in the torch positioning step. For example, if you are cutting a plate part or nest of parts with 300 pierces, you can save almost 35 minutes of nonproductive time per plate by using a fast lifter that needs only three seconds per raise/lower cycle compared to a lifter that needs 10 seconds per raise/lower cycle.
Quick-change consumables were introduced for plasma systems a few years ago, allowing new consumables to be installed in less than a minute. One oxyfuel torch manufacturer also has introduced "no-tools" consumables change for its torch.
Modern plate processing equipment typically is designed with rapid traverse speeds up to 1,000 IPM. These high speeds, along with high acceleration rates, ensure that the minimum time is spent moving from one process feature to another.
 |
| Figure 1 A programmable lifting magnet is helpful for material handling of plate and parts. Photo courtesy of Walker Magnetics, Worcester, Mass. |
In addition, equipment routines have been developed so that multiple nonproductive activities happen simultaneously. For example, when the travel between pierces (rapid traverse) and the vertical torch positioning (down-to-plate) occurs simultaneously, nonproductive time is reduced.
Finally, programming and nesting software often can be set up to optimize the length of rapid traverse moves, thereby reducing time spent in rapid traverse. Here, nesting software automatically positions parts in the nest so that the starting point of one part is as close as possible to the end point of the previous part.
The most common stumbling block for plate processing productivity is out-of-cycle wait time, especially as it relates to table loading and unloading. Machine in-cycle time, including process time, can account for as little as 25 percent of shift time. What about the remaining 75 percent of the shift? Much of it is spent loading the table, clearing the table, or waiting for a crane or other material handling device.
 |
| Figure 2 This semiautomatic table-cleaning system has a built-in powered blade.; |
If sufficient space is available, the easiest way to address this time waster is to equip the machine with two full tables so that loading and unloading are handled on one table while plate processing simultaneously takes place on the other table.
If space is limited, you may have to pay more attention to loading and unloading efficiency. One approach to consider is the use of programmable lifting magnets (see Figure 1).
Support table cleaning is a time-consuming job that often gets postponed until it becomes a monumental task. In addition, because plate processing cannot be done while the table is being cleaned, additional production time is lost. Regular table cleaning is a much better approach, and less time is consumed in the long run. New, patented technology employs semiautomatic powered cleaning that can reduce the table-cleaning chore to five minutes or less per day (see Figure 2).
 |
| Figure 3 Drill and tap units (devices in middle of cluster) installed on a cutting machine provide both through and threaded holes in addition to plasma and oxyfuel cutting. |
Nobody wants equipment failures. Indeed, well-designed equipment with today's alternating current servo drives and PC-based controls, coupled with vigorous attention to a planned preventive maintenance program, can result in equipment availability of 95 percent or more.
When a failure does happen, it is imperative that the problem be fixed quickly. It helps if you have documentation that is complete and easily understood. Modern PC-based controls typically include embedded diagnostics that can speed the resolution. In addition, via remote diagnostics over standard telephone lines, a service engineer in the manufacturer's offices can review the problem and guide the solution without having to be dispatched to the end user's facility.
 |
| Figure 4 This triple-torch oxyfuel system with infinite rotation and motorized torch positioning provides automated contour bevel cutting of mild steel. |
Some secondary operations are never desirable, such as those required to correct a part. Remember that the objective of productivity is obtaining the maximum number of good parts per unit of time. Good parts are obtained when equipment is maintained and operated according to the manufacturer's instructions, when parameters are set properly, and when well-trained operators are present. However, the advent of PC-based controls has allowed process intelligence to be embedded in the controls, so the operator requires less expertise to obtain good production parts.
Some other secondary operations, such as edge beveling, marking, and hole drilling, may be required to complete the part (see Figures 3 and 4). Today many types of plate processing equipment incorporate these processes. When downstream-type operations are performed on the same machine used for primary plate cutting, extra handling can be eliminated and greater productivity may result (see Figure 5).
Each application is different. Ask your equipment vendor to help you evaluate if including these options on your equipment can make your process more productive, and for other suggestions on minimizing process time to maximize productivity. When considering the purchase of new equipment, ask the equipment vendor to do a time study using your parts and nests. This should help you understand both process time and in-cycle time to ensure that the equipment delivers the best results in these two areas.
 |
| Figure 5 A typical thermal cutting machine may be equipped with multiple plate processes, such as plasma and oxyfuel cutting and marking. |
Ronald W. Schneider, P.E., is marketing manager with Messer MG Systems & Welding Inc., W141 N9427 Fountain Boulevard, Menonomee Falls, WI 53051, 262-255-5520, fax 262-255-5170, rschneid@messer-mg.com, www.mg-systems-welding.com.
Note: All photos except Figure 1, are courtesy of Messer MG Systems & Welding Inc.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





