















Report from Europe: Finding the sweet spot in fabricating automation
The fab shops in Belgium strive for the same efficiencies as their stateside counterparts
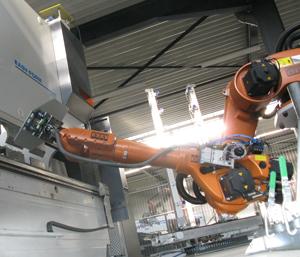
Figure 2: This robot press brake cell at P. Lemmens Air Movement Co. handles varying lot sizes, from a few dozen to several hundred piece parts.
Walking a block north of the Leie River flanked by the medieval Broel towers—two of the few original structures left standing in Kortrijk after World War II—I noticed the trees. The Belgians pruned them several years ago, leaving nubs where large branches used to be. From those nubs emerge a spidery cluster of new growth. Such pruned hardwoods dot the countryside.
Those trees could be a living metaphor for modern manufacturing. Years ago they had large, thick branches (large-batch manufacturing). But recently they were cut back only to grow again in a new way, with thin branches (smaller batches) appearing in an intricate array (a diverse, large customer base providing many small-volume jobs).
My mind kept straying to this metaphor as I toured several metal fabricators in the region. Earlier this year I took part in an international press tour organized by Belgian fabrication equipment-maker LVD Company n.v. and its across-the-pond subsidiary Strippit Inc., based near Buffalo, N.Y. During the first quarter, the company invited the trade press from North America, South America, and Europe to its headquarters in Gullegem, in the northwestern outskirts of Kortrijk and a little more than an hour west of Brussels. In early March The FABRICATOR® paid a visit.
In the area you’ll likely hear Flemish (a Dutch dialect), French, and English, all spoken in one conversation between two Belgian citizens. LVD headquarters are on the southern edge of the country’s Flemish-language region. To the north of Kortrijk, most speak Flemish; to the south and west, French. You hear a little German too. Business conducted here has an international feel, mainly because to grow significantly, most Belgian companies must do business beyond the border.
According to Carl Dewulf, LVD’s president and managing director, company executives could brag about its 70 percent market share in Belgium, but they don’t. “Our home market of Belgium is only a small part of our group turnover. It’s only about 7 percent of our total sales.” The rest happens outside Belgium. Half of LVD’s sales come from Europe, the other half everywhere else, including Asia and the U.S. The company employs more than 1,000 people who operate in 45 countries, but only several hundred call Belgium home.
This isn’t to say that Belgium’s metal fabricators aren’t successful. Like LVD, their reach extends beyond Belgium, and to compete they focus on the same things that metal fabricators do stateside. Good quality and high on-time delivery rates get companies to the table. To succeed and grow, shops must shorten manufacturing time while minimizing debt and maximizing profits.
Layoffs are a last resort in Belgium, which by U.S. standards has a generous temporary unemployment program for technical workers. If a fab shop has no work, it can put employees on temporary unemployment, when the state pays a portion of workers’ salaries. When the work returns, the shop can take them back. However, if a business has no choice but to lay off somebody permanently, the business may be required to pay a portion of that worker’s salary for several years.
“Our labor laws have made it so business owners think twice before they hire a person,” Dewulf said, “and it makes shop owners think differently when they’re making a decision about automation.”
While differences likely will remain, the global recession has muted them, sources said. Shop owners in the U.S., many weary of layoffs, may be taking a second look at advanced equipment. Those with enough cash (important for today’s challenging lending environment) and potential work may be looking at more automation, which allows shops to respond quickly to customer demand—an immutable fact regardless of labor laws. Perhaps more important, the right level of automation maximizes the value of each employee. The more valuable that employee is, the more stable his employment becomes, in good times and bad.
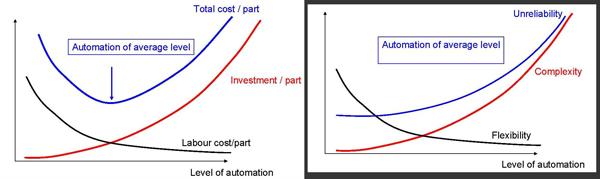
Matthew Fowles, LVD’s group marketing manager, explained this phenomenon (see Figure 1).

Figure 6: A panel at Garmat makes its way into an automated paint booth. Sixteen years ago, this panel would have been fabricated out of five pieces.
“We’re aiming for the sweet spot, the crossover point between the most labor-cost-per-part reduction and the start of the expediential curve of [equipment] investment cost per part.” The sweet spot depends on a shop’s customer mix. The key, he said, is to find the point at which a shop can best meet the flexibility, lead-time, and cost demands of its most profitable customers.
That’s a balancing act that takes place on both sides of the Atlantic.
What Parts Go Where?
Christophe Liégeois has a youthful, positive air about him, one that exudes confidence and makes me think of those managers who come onboard, turn the ship around, and move on to the next company in need. Thing is, Liégeois has been with the same metal fabricator for 19 years.
After attending university, the mechanical engineer came onboard at P. Lemmens Air Movement Co. in Gembloux, an agricultural, French-speaking community in south-central Belgium. Modern wind turbines and historic windmills dot the landscape. Inside on the shop floor, sunshine streams in through skylights.
Now plant manager, Liégeois has seen the fabrication shop transform from one press brake and one shear to today’s advanced operation. The business has grown tremendously, even through the economic downturn. Lemmens generated about 21 million euros in revenue in 2009, and annual revenue has grown by 20 percent for several years.
The company is in the enviable position of being at the right place at the right time—offering the right product. Lemmens makes heating more efficient with a system that filters previously heated air and recirculates it, increasing efficiency by a whopping 90 percent. The product helps builders achieve newly enforced energy-efficiency mandates in Europe. Long story short, this company is preparing for significant growth.
Managers haven’t wanted to hire more people, “but they have wanted to keep delivery times as short as ever, and the only way to do that was by investing in automation,” said Stefan Colle, LVD’s U.S.-based product manager of laser machinery.
Colle stood between two fabrication cells with robots. One was a punching center in which a KUKA robot fed raw material and stacked galvanized steel blanks. (The shop also processes a fair amount of prepainted material and stainless steel.) The other was an LVD bending center with a KUKA robot that took blanks, bent them, and stacked the formed parts.
The company’s airflow products call for material as thin as 0.03 in. and various blank shapes. One operator during our visit lifted a thin, oblong blank of galvanized steel that bowed significantly, almost like a wet noodle. He placed it into a CNC press brake to form stiffening ribs.
No wonder that part was being bent manually. Such thin blanks are notorious for giving bending robots difficulty. Wet noodles aren’t the easiest to grab, even for humans, right? After hearing the question, Liégeois paused, shook his head, and pointed to the automated bending cell, where the robot was picking up and bending thin metal with little difficulty (see Figure 2).
Making this possible, he said, are the robot’s carefully engineered suction end effectors designed to handle a range of part geometries and thicknesses. If parts have previously punched holes, the robot’s program instructs certain pressure values to shut off, so that suction cups over holes don’t continuously suck air. Altogether, the robot’s end effectors pick up more than 500 different-shaped blanks.
Those manual brake operators are a key part of the equation too. Some parts can be processed most efficiently in manual bending cells; others are better-suited for automated setups. Knowing which parts to send where is critical, and as Liégeois found, typical perceptions don’t always apply. For instance, many may think a robot would require large lot sizes and that small batches would be relegated to manual operation. At Lemmens, the bending robot could process a job of 30 pieces, followed by a run of 600.
As Liégeois explained, this became possible because all bend programming is now done offline, including robot simulation. In other words, shop floor setup time isn’t that different between manual and automated bending operations. The business still must account for a programmer’s time when costing a job, but because programming is offline, the robots on the floor, just like their human counterparts, continue bending.
Lemmens uses LVD’s CADMAN® software suite (see Figure 3). The software accounts for material weight and properties and simulates the bending sequence as well as material pickup and stacking of bent components. This way programmers know how many components the robot can bend before someone has to move parts—especially important when planning unattended, nighttime operation. If someone has to be there to move parts, a job may not be suited for lights-out work.
Engineers developed a decision-making matrix and integrated it into a custom manufacturing information system, or MIS, which develops job routings to ensure optimal material flow (see Figure 4). The matrix considers variables such as due dates, other jobs in the queue, machine utilization, part weight, as well as part complexity.
Lot size is still a factor, but low-volume jobs don’t always go to manual bending. A robot may be able to bend a complex, 400-piece-part job quickly, but it may not be able to stack them effectively, and so someone would need to move those parts midoperation to another location. This creates excess work-in-process (WIP) and material handling. For this reason, the longer job might be better-suited for a manual operator. On the other hand, if a similarly complex job had only 10 piece parts, the robot could bend them accurately, stack them, and quickly have the entire batch ready for operations downstream.
The strategy has helped Lemmens trim lead-times. For complex orders, the company can turn around work in three weeks, maximum. For simple parts, it’s just three days. Liégeois pointed to one box-shaped part with an embossed circular section that was formed with a rolling offset tool in the turret punch press (see Figure 5). He explained that it used to take a week to fabricate a batch of 250. Now it takes two days.
Maintaining Laser Uptime
At a paint booth manufacturer called Garmat, an LVD Axel series laser cutting center’s material handling system crawls. It moves slowly not only to save energy and handle material carefully, but also because it has no need to move fast. The suction cups pick up a 4- by 2-meter (13- by 6.5-foot) sheet from one of three bays. When the schedule calls for that material, the system transfers the sheet to one of two cutting tables, while a sheet on the other cutting table is already being cut by the laser. Only when the laser stops does the material handling system kick into high gear. The tables switch out in 30 seconds, with one table actually moving up and over another.
Purchased three years ago, the machine is the company’s first laser investment, and it has allowed Garmat to increase throughput without adding labor. The company even knocked out part of a wall between the shop and the raw stock warehouse to maximize floor space. The material handling system is at the edge of the warehouse, convenient for workers to move sheet onto three pallet stations. From there, the material handling system feeds material into the system on the shop floor side.
The machine can run unattended, and during the day shift one operator manages both the laser and an older turret punch press. Why did the company bring in a laser instead of another turret machine? One obvious reason was speed, but the company also benefited from the better edge quality. The punch press often produces blanks with sharp edges that must be deburred.
Based in Flemish-speaking Erpe-Mere, northwest of Brussels, Garmat launched in 1975 with two people, one of whom was Herman De Mil, the current CEO. The company has an additional plant in Denver, Colo., which it opened in the 1980s to serve the North American market.
Ben De Mil, company vice president and son of the founder, pointed to a panel with intricate hole patterns, on its way into an automated paint booth (a booth made by Garmat). The design is a far cry from the ones his father used in the 1970s, when the shop had only a manual shear and other basic shop equipment at its disposal, and such designs were either impossible or impractical (see Figure 6).
“Sixteen years ago, we couldn’t have made that,” said Ben. “This one panel would have been made out of five pieces.”
Thanks in part to the punch press and laser, the shop has simplified overall design and sped lead-times. It replaced most of the welding with riveting, a faster process, and manufacturing time for an average-sized paint booth now is one to two weeks instead of months.
Booths range from several feet in diameter for small parts, to ones large enough for fighter jets. But the business was built in part on people’s bad driving habits. Car body shop customers provide the lion’s share of Garmat’s revenue, and it’s a good thing. People crash their cars in good economic times and bad.
The Universal Value of Quick Response
Earlier this year a massive piece of laser cutting automation sat in a testing bay at LVD headquarters (see Figure 7). The flying optics, driven by linear motors, performed some eye-popping rapid traverses. It was a unique experience to stand near the protective glass and see the cutting head roar toward you, then stop inches from your face.
This unit had a massive, 6-kW, two-turbine resonator with two chillers. A capacitive sensor integrated into the nozzle keeps the cutting head continually moving in Z to ensure a constant 0.040-in. offset from the material surface.
“The material is never perfectly flat,” said LVD’s Colle. “The most important parameter is the position of the focal point.”
Of course, speed, power, and accuracy don’t count for much if the machine has to wait forever for material. What really drives productivity is efficient material handling. Like at Garmat, this laser is down only for about 30 seconds between sheets, when the two cutting tables change out. As the laser cuts, material is removed from two towers. The grade, size, and thickness of every sheet in those towers are recorded in the system’s software for inventory control.
Doing the handling are suction cup lifters together with a fork system. Unlike the flying optics, these material handling systems aren’t in a hurry. The suction lifters pick up the material from several bays and place the sheets into the tower. Pressurized cylinders blow air to ensure the cups don’t pick up multiple sheets; multiple stainless sheets, for instance, may stick together from static charge. A gauge measures the sheet thickness and size. Meanwhile, an empty fork loader moves over the cutting table to ensure that it has no material. It then takes material from the tower and carefully places it onto the cutting slats. The forks actually fit in between the table’s slats, so the system can carefully place the sheet on the working surface, then slide out from underneath.
All this happens at a snail’s pace to ensure careful and accurate material handling and to prevent any crashes, which can get expensive if they occur when the laser is running lights-out over a weekend. Besides, the material handling system doesn’t need to move fast if the laser continues to cut. As long as the next sheet is ready before the laser finishes the previous sheet, laser idle time remains minimal.
The system was a monster. The two-tower behemoth even could be expanded to feed into a second laser cutting system. Its price tag was in the seven figures, ripe territory for sticker shock. Surely, this system was going to a European operation—right?
Wrong.
It was headed to a manufacturer in the U.S. (The company name was withheld because of a confidentiality agreement.) Such investment now means managers at the U.S. company probably foresee orders ramping up, and automation will help them respond quickly. It seems that short lead-times are short lead-times, no matter what country a metal fabricator calls home.
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
AI, machine learning, and the future of metal fabrication

2
Employee ownership: The best way to ensure engagement

3
Steel industry reacts to Nucor’s new weekly published HRC price

4
How to set a press brake backgauge manually

5
Capturing, recording equipment inspection data for FMEA
