















Revving up weld quality
Ford Development Center uses RW system to reduce costs, improve quality
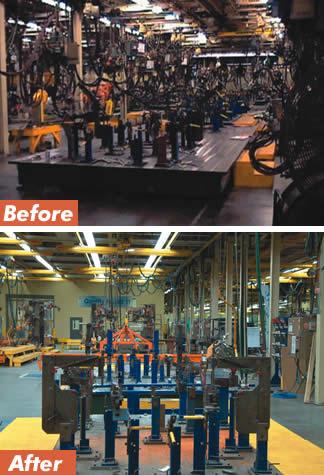 |
| Before introducing new resistance welding systems, Ford Motor Company's New Model Product Development Center was cluttered and dark, and it was difficult to work there because of the high number of weld controls and weld guns being used (left). Installing weld controls and associated manual transguns helped the center reduce the number of weld control systems and simplify the hanging stations to make the facility more open, better organized, cleaner, and ergonomic. |
Ford Motor Company's New Model Product Development Center (NMPDC) in Allen Park, Mich., produces limited quantities of prototype vehicles for evaluation and testing.
The center recently decided to upgrade its manual resistance welding equipment to better deal with today's new materials and quality demands.
Program Challenges
The center needed to make 3,700 quality spot welds on one prototype vehicle while meeting all of its program objectives, including successful vehicle crash tests. Weld quality plays a significant role in passing a vehicle crash test, and the continued use of traditional manual welding guns had made reaching these objectives increasingly difficult.
The major challenge that the center faced was the introduction of a significant amount of dual-phase steel in many welds in the car. The center's AC manual welding guns had been used for decades, but they didn't work well with this new steel.
"With the introduction of dual-phase steel, which is stronger and lighter in weight, we were required to upgrade our welding equipment. Welders were needed to assure quality welding and validation to our product teams," said Jim Thornton, Ford NMPDC weld engineer.
In addition, traditional resistance weld process variables affected the operators' ability to create quality welds. These variables included:
- The need to weld material stackups randomly from 1.5 to 6.5 millimeters, some of which were in the same area but required different weld schedules.
- Adhesive between some sheets but not others.
- Different types of adhesives.
- Electrode wear.
- Moving tools and welds in the production process at any time.
- Changes in the quality and thickness of metal coatings.
- Metal thickness dissimilarities.
- Part fit-up variations.
- Immobility and ergonomic limitations of kickless cable guns.
- Shunting due to tool designs.
- The need to weld through two different types of coatings and one of three different adhesives that may or may not be present.
- The need to weld high-strength, low-carbon, and dual-phase steel randomly.
The center recognized that advances in process development had to be met by advances in manual resistance welding equipment. After careful review of their process requirements, the center's team outlined the following program objectives:
- Improve weld quality.
- Improve weld gun ease of use and ergonomics.
- Improve weld gun maintenance.
- Reduce total program cost.
To meet these program objectives, the center selected the Intelligent Welding System (IWS) from Resistance Welding Technologies (RWT) Inc., Detroit, for its 60 weld controllers. The core technology in the system was the AutoSPATZM300 MFDC welding timer from Matuschek GmbH, Alsdorf, Germany. The system used the welding timer's form of adaptive weld control, Master Mode, and was a total package incorporating welding principles, technology, service, and support.
The system's weld control cabinet included the Matuschek weld timer and MAS CARE ground fault monitoring system.
Additionally, RWT integrated the Matuschek MASDAT gun memory system, a force control system, air control system, weld gun communication, start-up, service, support, and tryout.
Weld Quality
By using the weld timers, the center improved its weld quality when compared to the traditional method of using AC weld guns with specific weld schedules for each metal stackup. The operator no longer was required to make schedule changes, which minimized the risk of errors during welding. Implementing the system resulted in a single weld schedule for approximately 3,700 vehicle weld spots.
 |
| Figure 1 After a calibration weld, the MASTER Mode stores relevant Information that it can use later to compare the weld parameters stored in the calibration weld with the new welds. It automatically adjusts the welding parameters as process conditions change. |
To ensure weld integrity and compliance to standards, Ford adheres to specific guidelines for crash-testing, teardown frequency nugget quality parameters, and inspection. All welds are inspected during teardown, and a weld quality analysis is performed based on nugget size and shape. Weld teardown results exceeded the plant requirements because the weld control enlarges the weld lobe and allows a number of process disturbances to occur during the weld process while still producing a quality weld (see Figure 1).
To make certain that the proper weld quality was maintained, technicians collected and analyzed several layers of data. The Matuschek portable, hand-held SpatzBG-02 connected to the weld controller cabinet for local access to data and provided graphic display of force, current, voltage, power, resistance, and weld faults. Numeric and graphic data was available at remote data terminals for process parameter evaluation and analysis.
Each weld controller stored data on the last 10,000 welds, which could be uploaded to a PC or to a server over Ethernet. RS-232 and Ethernet both were available to provide data exchange and acquisition, statistical process control, and quality audits between a single PC and workstations or remote locations. The data could be analyzed using the Matuschek AS, QS, or Excel software.
Weld Gun Ergonomics, Ease of Use, Safety
The center determined that the strains and sprains caused by using AC manual kickless cable guns accounted for most lost-time injuries in the facility.
"Strains, sprains, and overall difficulty of manipulation with traditional hanging weld guns had to be addressed. With portable transguns and lighter, more flexible cabling, we were able to greatly reduce the effort necessary to position the weld guns," Thornton said.
The inverter welding controller system and transgun used smaller, more flexible primary cables, which could enhance weld gun maneuverability while reducing the physical demands on the operator.
"The elimination of the heavy overhead transformers and cumbersome bridgework and cables has greatly improved the ergonomics of the shop," said Mike Gordon, plant manager at the center. Ford selected manual transguns from ARO/Savair because of their ergonomic balance and weight.
Commonality of products and processes also added to overall operator ease of use. As operators and maintenance personnel worked at each of the 67 weld controller stations, they knew that each station worked the same as the others. The requirements for welding machine repair, setup, tryout, training, and knowledge of the weld process itself were reduced through the use of a single weld schedule, common weld gun attachments, monitoring, and weld controller hardware and software.
 |
| Figure 2 The MASDAT identification system can transmit several types of weld information when used with a transgun system. |
Weld gun use also could be simplified if the operator wasn't required to make or initiate weld schedule changes when a gun was changed. The welding timer read the weld schedule and gun parameters from the gun memory system's tag on the gun (see Figure 2). This limited the time to change the gun to a few seconds, reduced errors, and generally made it easier for the operator to focus on the weld location and not the proper weld schedule, thus reducing the possibility of error.
The center was able to use these tools because its management and United Auto Workers personnel worked to approve the ground fault monitoring circuitry for the manual inverter transgun. The ground fault monitoring system checked the ground to the gun and monitored the current to the gun during a weld.
Total Program Cost
By using the adaptive welding control and the gun memory system, the center reduced the requirement to have additional guns available for welding at numerous locations and, therefore, decreased the total number of guns required.
The NMPDC reduced its number of weld controllers from 300 manual units to 67 and cut the number of fixed-position manual welding guns from more than 300 to 72 mobile and interchangeable transguns. Welding gun use increased dramatically because the guns moved to the work. The number of welds done by each gun increased as much as 500 percent.
"Because the weld schedules stay with the weld gun, we were able to reduce the number of weld timers needed," Gordon said. "Quick-change capability allows multiple weld guns to be used with each timer. This welding configuration and strategy increased manufacturing throughput by 33 percent while reducing manufacturing floor space by 40 percent."
The weld gun identification system was designed for ease of weld gun changeover and interchangeability, and it remained with the transgun at all times. When one transgun was exchanged for another, the weld timer automatically read and wrote to the gun memory system to ensure the proper weld schedule, transformer parameters, and weld gun characteristics were used.
The mobility of the guns, combined with the memory system, allowed each gun to be moved to a new location within the facility without the requirement of establishing and implementing weld gun parameters again.
Gun Maintenance
The ability to know when maintenance was required for each gun reduced unnecessary maintenance and ensured that proper maintenance was performed, thus reducing costs and improving weld quality.
The memory system tag on each gun tracked the number of welds performed by that gun. If the gun was moved to a new location, the new timer read the number of welds to be sure that electrode dressing was performed at the proper time. In addition, the memory stored the total number of welds performed by the gun.
If the gun manufacturer required preventive maintenance after a specific number of welds, the memory system maintenance interval counter was used to track welds between preventive maintenance actions. When the maintenance interval counter was exceeded, the weld timer created an alarm message and stopped the gun from welding.
Results
By incorporating the resistance welding system, the center met its program objectives. The NMPDC achieved the cost reduction requirements for this program through a reduction of weld controls, weld guns, and transformers while improving product quality.
Additionally, the center's first vehicles welded with this equipment submitted for head-on and 45-degree vehicle crash tests successfully passed all requirements.
Ford Motor Company New Model Product Development Center, 1303 Fairlane Circle, Allen Park, MI 48101, 313-390-3476, fax 313-390-1697, www.ford.com.
Resistance Welding Technologies Inc., 24151 Telegraph Road, Suite 210, Southfield, MI 48034, 248-982-9922, fax 248-449-5043, sales@rw-technology.com, www.rw-technology.com.
Matuschek Messtechnik GmbH, Werner-Heisenberg-Strasse 14, D-52477 Alsdorf, Germany, +49 (0) 2404-676-0, fax +49 (0) 2404-676-111, info@Matuschek.com, www.matuschek.com.
ARO/Savair, 48500 Structural Drive, Chesterfield Township, MI 48051, 586-949-9353, pbarthelemy@savairinc.com, www.savairinc.com.
About the Publication

subscribe now

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Sheffield Forgemasters makes global leap in welding technology

2
ESAB unveils Texas facility renovation

3
Engine-driven welding machines include integrated air compressors

4
The impact of sine and square waves in aluminum AC welding, Part I

5
Compact weld camera monitors TIG, plasma processes
