















Stationary parts don't make money
How software can help parts flow through a job shop

If you’re like most fabricators, you spend no small amount of time thinking about how you can improve your tube fabrication processes. Perhaps you have been talking to the folks on the shop floor, a few people in the office, and anyone who might be able to shed some light on the situation. You have some ideas, yet you are searching for the big one—the one that will really affect the bottom line.
As you walk out onto the shop floor, you see two large bins of fabricated components waiting to be welded.
Let’s say your main business is making patio furniture, and a chair requires three main fabricated components. Those two boxes of parts sit because the welder doesn’t have the third component and can’t get started on this lot.
Then it hits you … why wait? You have asked the critical question. You can solve several problems with one sweeping process change. It involves funneling all the necessary parts to the welder so that he can assemble one chair at a time, all day long. He doesn’t need bins of parts; he needs just three parts.
For this to happen, the welder must receive discrete kits, kits that allow the process to flow one chair at a time through the welding cell continuously. No more piles of components sitting around waiting. No more wasted floor space. No more bins. No more waiting on the third component to be formed before the welder can strike an arc and get to work.
From Three Pieces Stationary to One-piece Flow
To keep the discussion simple, let’s assume that all three of the parts required to build a chair are made from 1-in. aluminum tubing. The process starts at the CNC bender. For the process to flow, the bender needs to bend the three parts in kit fashion. Not a big batch of Part 1, followed by a batch of Part 2, followed by a batch of Part 3, but one of each in succession.
If the parts need some holes punched in them after bending, it would be a good idea to create a workcell with the bender and a punching machine.
After the three parts are bent and punched, the kit is passed to the welder, who assembles the components and sends the chair to the next process in line. The goal here is to keep the chair moving through the paint line and heading toward the loading dock.
The benefits of this approach are obvious. First, it frees up floor space, which can be used for something else. Second, and more important, it increases the number of chairs completed each day, which lowers the COGS (cost of goods sold).
Making it Happen
The foundation of this project is the bender software’s ability to facilitate one-piece flow (see Figure 1). CNC tube benders that support this lean approach enable you to build groups (kits) of parts and process the individual parts in sequence. This technique, by definition, doesn’t allow piles of components to build up and wait.
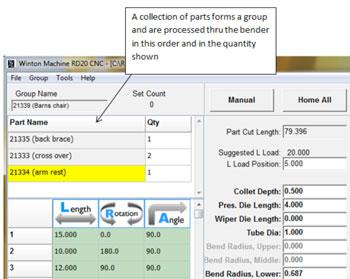
Figure 1: A CNC bender software’s flexibility is critical in setting up the bender to produce kits. Key features are the ability to add or delete a part within a group; rearrange the part order; and change thecount for each part.
This approach to forming a weldment lends itself well to high-volume products. Be aware that setting up the shop floor to produce a low volume, perhaps 20 chairs a month, would not work well with this process. That’s just one per workday, so it doesn’t make sense to go through the time and effort to set up the cell and program the bender for such a small increase in productivity.
However, for a high-volume application, this sort of strategy can provide immense improvements.
About the Author

About the Publication

subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Team Industries names director of advanced technology and manufacturing

2
3D laser tube cutting system available in 3, 4, or 5 kW

3
Corrosion-inhibiting coating can be peeled off after use

4
Zekelman Industries to invest $120 million in Arkansas expansion

5
Brushless copper tubing cutter adjusts to ODs up to 2-1/8 in.
