















Assistant Training Manager
Smart sheet metal design can ease downstream manufacturing. This design gives space for a mechanical locknut, eliminating the need for welding.
Sheet metal design. These three simple words can have a tremendous impact on a company's bottom line. Ideally, effective, innovative, and creative sheet metal design ideas come early in the product design phase, because those ideas will influence the entire project, from the point of manufacturing to the product's end use.
A good designer must know all of the available shop technologies, and it's no secret that one of the most labor-intensive is arc welding. The sheet metal designer should never set out to eliminate welding; after all, arc welding often is the best joining option for the product. The designer's goal should be to maintain design intent while maximizing manufacturing efficiency, and reducing or simplifying welding often can help.
Good sheet metal design should reduce, simplify, and mistakeproof shop floor processes to ensure greater efficiency and, ultimately, dramatic cost reductions. In other words, manufacturing should be as easy as possible. If, say, a new design eliminates welding but makes the bending process incredibly complex, the process is moving backward.
One rule of thumb: Bend long parts and weld short. CAM software for the press brake allows the designer to visualize all bends to discover which parts can be produced only by welding. Such software also allows him to try all bending sequence options and, in some cases, discover instances in which he can eliminate welding entirely. The designer must have a solid understanding of bend theory. This knowledge, combined with software, can be a real force in driving down costs.
The more knowledge a designer has, the more questions he asks. For example, it is almost impossible to put a 0.75-inch flange on 0.25-in.-thick material; if the flange is required, it will probably be welded. But must the flange be only 0.75 in.? What is the design intent?
Consider similar circumstances, only now with thinner stock and shorter flanges. Are welded-on, 0.25-in.-high strips there to stiffen the assembly? If so, perhaps a rib or offset would suffice. In this case, the stiffening rib could be formed with an offset tool on the press brake (if the brake has sufficiently high tonnage for the job) or a form tool on the punch press. Asking just a few questions may eliminate an entire process from manufacturing, and software helps designers quickly run through numerous possibilities.
Determine how parts will be assembled and held in place during welding. Often this requires fixtures, which have associated costs. But using tabs cut by a laser or punch can make a part self-fixturing, or nearly so. Parts also may be designed with tabs so that the part's own weight keeps it together long enough for a spot weld, thus eliminating the need for a fixture.
Tabs also can ensure there is only one way to assemble the part.
Figure 1 shows tabbing cut with a laser. The assembly still requires a jig, but a welder can fixture it in only one position. Imagine the challenge of a welder trying to obtain an exact center position by using just his eyes for every bracket.
Figure 2 shows an assembly with two end caps. Notice the different tab and slot positions; on the left they are both vertical, and on the right one tab is horizontal. This ensures that the part goes together only one way. Fixturing is simple, and the tabs ensure proper alignment.
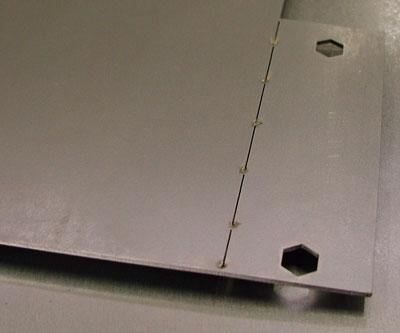
Another laser cutting technique, stitch cutting, leaves microtabs on the cut line and allows components to be bent by hand and then welded (see Figure 3). This technique allows all components to stay together in the proper orientation and, again, makes for a self-fixturing assembly.

Figure 1: This tabbed assembly still requires a jig, but a welder can fixture it in only one position.
A part design should exploit welding's advantages and minimize its disadvantages, and the tab-and-slot approach exemplifies this. It maximizes one of welding's greatest strengths, the efficient and complete joining of two components; and minimizes the disadvantage of extensive fixturing costs and setup times.
Designers should evaluate finished part requirements. For instance, welding may require grinding, and if grinding is unavoidable, it should be as simple and easily accessible as possible.
Figure 4 shows inside and outside welds, and each has advantages and disadvantages. The left part, with outside welds, can be finished from the outside, which leaves a sleek appearance, but the right component may require only minimal finishing if the welds are hidden after final assembly. Although the design on the right may require more material, it doesn't require grinding and so may cost less to produce.
Figure 5 shows a bracket affixed inside a cabinet. Part markings, produced by either a laser or a specialized tool on the punch press, can show where to position the bracket. Markings may save some welding setup time, but asking another question could save even more: Do I need a bracket attached, or can it be cut from the base material?
As shown in Figure 6, the internal flange could be cut with a laser and formed on a brake with the right tooling. Or, if the flange is short enough, form tools on a punch press could do the job in one setup. Just asking the question—Can this flange be shorter?—may lead to significant cost reductions. Still, these internal flanges would need to be designed with available bending technology in mind. A flange in the middle of a large panel may be too long for a punch press form tool and impractical for press brake tooling to access without deep backgauging.
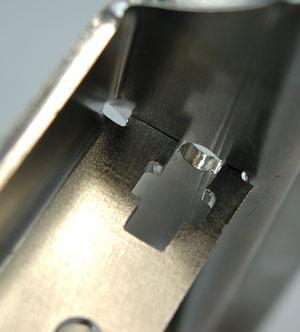
Here's another question: Is welding the only solution or can mechanical fasteners do the job? Consider Figure 7, a joint normally welded that is now laser-cut and then joined with a bolt and fastener; the laser cuts the part to the dimension of the nut. The assembler needs only one wrench to tighten the bolt.
Simple designs are not always the most cost-effective to manufacture. In Figure 8, Design A shows a seemingly simple bracket. Found throughout manufacturing, the design requires two vertical welds to attach the back plate. Its work flow is as follows: laser, press brake, welding, finishing, and then assembly and shipping.
But can welds be eliminated? Will redesigning produce other opportunities for improving the part?
Design B shows the bracket redesigned with flat tops to ease bending, but the welds are still there. Design C has no welds and requires five bends, three of which are performed simultaneously. Design D also removes the welds and requires only four bends, and the first two again can be formed at the same time. So in both C and D designs, the brake ram would cycle just three times.
All of these designs take backgauging into account. In Design B, the flat tops of the side flanges can slide against the backgauge pad, but it may not be ideal. The flat tops are somewhat narrow, and the operator can bend only one at a time. A fatigued operator may inadvertently angle the blank slightly just before the brake punch makes contact, perhaps enough to throw the bend out of tolerance and scrap the part. Designs C and D, though, allow the operator to bend the first tabs simultaneously, and they're across the length of the flat part. This makes it difficult for even the most fatigued operator to inadvertently mishandle the part once the tabs are flush against the backgauge.
Figure 7: A laser cut this part to precise dimensions for mechanical fastening, another welding alternative.
All options aid manufacturability, and the best choice depends on available machinery and tooling. For instance, the bend sequence for Design C may produce some clearance issues, depending on the distance between the bottom-back and side flanges, the tooling segment widths the operator has available, and perhaps the material's overbending requirements to overcome springback. Part design requirements also come into play. Those three bottom flanges in Design C may have different structural characteristics than the two-bottom-flange option in Design D.
The designs also have another benefit. They not only reduce or eliminate welding, but they also improve aesthetics and make for safer handling. The vertical sides now have a radius instead of a sharp corner.
Overall, the design alternatives have eliminated welding, improved appearance, provided a flat surface for the press backgauges, and reduced overall weight by adding more holes. Here's the new work flow: laser, press brake, finishing, and then shipping/ assembly.
Recently a person from a company with no modern fabricating equipment attended a TRUMPF sheet metal design class, and he brought with him a part that he thought was welded efficiently, with no room for improvement. It wasn't the most aesthetically pleasing, but it functioned as intended. As the class progressed, though, students rethought the design and ultimately turned it into a single-piece sheet metal part. That person then called a local job shop to manufacture the newly redesigned component.
The job shop returned a quote that would make anyone in manufacturing smile. By eliminating welding from the part, the class effectively helped this person reduce production costs by more than half. That result is a testimony to the power of sheet metal design.
Images courtesy of TRUMPF Inc.
Figure 8: Redesigning the bracket eliminates welding and, to varying degrees, eases overall manufacturing.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}