















Editor-in-Chief

Figure 1: Metalen Verhoestraete has invested in press brakes, such as this LVD 220-ton Easy-Form model with a 4-m bed, which its metal fabricating customers typically do not have. This helps to prevent the steel service center from competing with its customers.
North American fabricators who have had the chance to fly to western Europe and visit job shops or OEMs involved in metal manufacturing more than likely came away impressed. Those European companies rely on their skilled employees and advanced machinery and automation to survive in the face of competition from low-wage countries such as those of eastern Europe. It’s easy for North Americans to find inspiration.
But some definite differences exist. The huge material storage and retrieval towers are required in some instances because these European shops simply don’t have the means to knock out a wall and expand to accommodate raw material inventory. They have to make the best use of the facility’s existing square footage because land is not as inexpensive and plentiful as it is in most of North America. These manufacturers also are interested in the latest machinery because energy and labor costs are high. Those costs are a concern for North American fabricators, but more so for those in Europe.
Even with these differences, European fabricators share a connection with their North American counterparts: They are working with lower volumes and shorter lead-times. It seems customers on both sides of the Atlantic Ocean need to have metal parts delivered as soon as possible because they don’t want to carry excessive inventory.
That’s led to a focus on finding the right equipment for the application, not necessarily throwing automation at all metal fabricating jobs. It’s that flexible approach that has helped keep fabricating shops in business in spite of the most recent economic downturn—no matter what countries these shops might be in.
The FABRICATOR got a chance to see this trend during a tour of metal fabricating facilities in Belgium in late September on a press junket sponsored by fabricating equipment-maker LVD.
The Kingdom of Belgium is not the economic heavyweight that Germany and France are in the European Union, but it does well for its size. It is a country of a little less than 11 million and covers an area slightly less than 12,000 square miles (about the size of the state of Maryland), yet it is still one of the top 20 trading nations in the world. While not a heavyweight, it definitely delivers an economic punch that is strong for its size.
Its manufacturing heritage is strong. Belgium was one of the first continental European countries to become industrialized in the early 19th century. Over the years the country has seen its steelmaking, textiles, and chemical and petroleum industries expand and contract, but that legacy has had a strong influence on the development of a highly productive workforce and an active export economy. Today machinery, chemicals, metals and metal products, food products, and even finished diamonds are the country’s chief exports.
The Belgian manufacturing economy is struggling to find a consistent foundation on which to expand. Early 2013 was marked by a slow decline in capacity utilization rates in Belgian factories, but optimism is growing with the release of more good economic news about growing European economies, particularly Germany, one of Belgium’s main trading partners.
With this tepid rebound from the 2008 economic collapse, manufacturing companies have been forced to examine their own operations more closely. For many, that’s meant doing what’s not normally expected.
The trucks that leave Metalen Verhoestraete, a steel service center in Roeselare, Belgium, have a simple statement on their exteriors: “Metal with value.” It sums up the vision for the company, according to General Manager Dirk Debruyne.
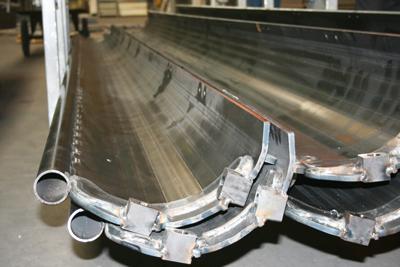
Figure 2: This stainless steel chute is a good example of the complex jobs that customers seek out Metalen Verhoestraete for.
“Only selling steel was not a good way for business,” he said.
He has spent the last 37 years trying to chart a new course for the 102-year-old company. At one time it was only a steel merchant, but as customers kept asking the company to take on laser cutting and large bending jobs, Metalen Verhoestraete embarked on a new business model. It was going to offer fabricating services that its customers didn’t want to tackle—choosing to complement the manufacturing capabilities of its customers, not compete with them.
“Therefore, you need special machines that are reliable,” Debruyne said.
That led to the purchase of its first laser cutting machine in 2002, a 4-kW LVD Impuls 6020—even though more than 50 laser cutting machines were operating nearby. Laser cutting literally was going to give the steel supplier an edge: Customers wouldn’t have to manually finish the edges of parts, which routinely happened with plasma-cut parts that were supplied to them.
Sure enough, when customers saw what was possible with laser cutting, they wanted laser-cut parts. Two years after purchasing its first laser, Metalen Verhoestraete bought its second one, another 4-kW Impuls 6020.
History repeated itself, and the fabricator purchased a 6-kW laser in 2006 to bolster its laser cutting capacity. Another 6-kW machine was installed in 2008. Debruyne had put his company in a completely different light—a laser, to be more specific.
Yet as any metal fabricator knows, when laser cutting capacity is added, bending capacity also better be on the shopping list. Debruyne added four press brakes over the span he was investing in laser cutting machines.
But the requests didn’t end there. Because customers wanted the steel supplier to bend larger and thicker-gauge parts, Metalen Verhoestraete made sure that one of the LVD PPEB press brakes it purchased in the early 2000s had at least a 4-meter-long bed (see Figure 1). As customers asked it to work with more aluminum parts, the company invested in special press brake tooling that was designed to work more effectively with the soft metal. When customers sought it out to take on more complicated bend jobs (see Figure 2), Metalen Verhoestraete ensured that all of its press brakes came equipped with LVD’s Easy-Form® option, which automatically measures in cycle the bend angle and automatically corrects it if necessary.
Today the service center has six PPEB and Easy-Form press brakes with 3- and 4-m beds, with the largest being 320 tons, and three PPEB-H heavy-duty press brakes, the largest of which is a 1,000-ton machine with an 8-m bed. A fourth 800-ton PPEB-H with an 8-m bed was scheduled to be installed as this story was being prepared. As with its laser cutting capability, the goal was to add bending capacity that Metalen Verhoestraete’s customers didn’t have (see Figure 3).
Debruyne said that the company’s press brake operators are highly trained and act as their own part programmers and quality technicians, but the bend correction feature on the press brakes is still necessary because it ensures quicker start-up for jobs and cuts down on the possibility of rejects, which can prove expensive when working with specialty metals.

Figure 3: Metalen Verhoestraete specializes in the big jobs that many of its customers don’t have the capacity to take on.
The next act for the steel supplier and fabricator is the implementation of a 6-kW laser cutting machine with a 12.5- by 3-m cutting bed, which is believed to be the largest in Belgium. Debruyne said the large bed will be able to accommodate much larger sheet and plate, which can be placed side by side so that the laser cutting head can run all night. The laser cutting unit works in a 4-m zone and can move from one zone to the next, processing parts up to 12.5 by 3 m in size. The laser cutting torch rides along on rails and positions itself exactly where it needs to be for the next round of cutting.
Debruyne is confident that his company will fill capacity on the new laser cutting machine. Thirty-seven years ago, Metalen Verhoestraete had 15 employees and five machine tools; today it has 70 employees and about 50 machine tools. That technology has proven to be key in the company’s ability to continue to add value to the metal parts it provides its customers.
The interest in high-end kitchens is not solely a North American trend. That’s why it’s no surprise to see a company that specializes in the fabrication of specialty stainless steel ventilation hoods growing its business in Belgium, a country known for its culinary excellence.
Venduro, a 30-year-old, family-owned company in Lokeren, expanded most recently in 2009 to accommodate a need for more manufacturing space. It has 27 employees that work primarily over one shift, building the ventilation products that are sold through distributors throughout Europe.
Part of the expansion was to prepare for its entry into the laser cutting arena. It installed a 2-kW LVD Orion 3015 in May 2010 because it was looking for a better way to cut blanks (see Figure 4). Its punching machines had done the job for years, but they simply couldn’t match the speed of laser cutting. Also, the punching machines had a tendency to mark up the stainless steel parts occasionally (see Figure 5), which was a definite problem when Venduro personnel were forced to scrap expensive sheet because of surface damage.
Of course, as more blanks are produced, more parts need to be bent. That led Venduro to invest in an LVD 135-ton Easy-Form press brake with a 3-m bed (see Figure 6). It was one of the first advanced press brakes from LVD that included a touchscreen graphical user interface.
Venduro management said the touchscreen has proven to be truly useful because the bending sequences are a lot easier to program on the machine. The icon-driven GUI also helps bending jobs to be completed much more quickly because the brake operator can follow step-by-step bend instructions to ensure quality first-part production.
The press brake has two independent backgauges that make it more suitable for staged bending. Instead of having to set up the brake, bend parts, and set up again for a second bend, operators can set up two stages at once and complete the bending job with just one setup.
Venduro currently works on its custom orders during the day, and allows the night shift to focus on the standard products, many of which are built to replace inventory that is kept on-site for quick delivery when distributors place orders. Venduro management indicated that the combination of fabricating machinery and production setup should allow it to absorb any near-term growth without an immediate need for more capital investment.
Waak, Kuurne, Belgium, is indeed a manufacturer, but its mission is different from most of its peers’. It is interested in manufacturing metal goods, but it wants to employ as many people as possible.
This is no experiment in socialized manufacturing. Waak is simply an organization dedicated to preparing mentally and physically handicapped people to work in the private sector or simply giving those same people a job when they can find no other. For instance, Waak routinely reaches out to those who are diagnosed with autistic characteristics, which means that these potential employees easily experience sensory overload when around loud noises or bright lights, common elements in any manufacturing environment. Waak actually sets these employees up working in a transition area, which mimics an actual fabrication cell, but where the noises and sights of the main manufacturing floor are introduced gradually. The employees get used to the banging of the punching machine and the bright sparks that emanate from the spot welding machines.
“It’s our mission to get them used to the working rhythm, so that they can go out to the private sector,” said Joost Olbrechts, Waak’s product development manager.
This is no small endeavor. Waak employs approximately 1,800 employees in four separate facilities, one of which is a landscaping firm. In Kuurne, the 35-year-old organization makes various metal products, ranging from cooking hobs to pingpong tables.
For most of the facility’s history, metal blanks were cut on punching machines. They provided just enough blanks, and the assembly department was never short of work. In a manufacturing facility that had a workforce that literally did not adjust well to any type of change, the manufacturing scenario worked out well.
Waak, like any good manufacturer, had to look to the future, and it wondered if laser cutting should be a part of it. As of 2010, all laser cutting work was being outsourced, but perhaps bringing it in-house might make financial sense.
From an operational perspective, the thought of bringing in a more efficient blank-cutting method seemed to fly in the face of the organization’s mission to employ as many as possible. Wouldn’t laser cutting absorb all blank cutting, leaving the punching operators without work?
In late 2010, Waak made the jump into laser cutting and installed an LVD 4-kW Sirius laser with a 10-shelf storage tower (see Figure 7). Each shelf can carry at least 3 kilograms of raw material or finished parts, allowing the laser cutting machine to cut overnight (see Figure 8) without any manual interaction needed.
Almost immediately, according to Olbrechts, Waak realized benefits from the automation investment. The laser cutting machine didn’t eliminate jobs; it created them. More metal parts than ever were being produced, which meant that Waak needed more assemblers.
Today the company run jobs with complex nests in the morning, which gives them enough time to pull out cut parts that were stored in the material tower from the unmanned shift the night before. Those parts are sent to the bending or assembly area as soon as possible, and the manufacturing floor is fed steadily for the rest of the day shift. Production efficiency is working for an organization that doesn’t necessarily look at that as being a core manufacturing philosophy.
Waak and other European metal fabricators are finding the right employee and equipment mix for their production realities, a manufacturing lesson that knows no geographic boundaries. It is a small world after all.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}