















TPJ celebrates 25 years
A quarter-century of tube, pipe, profiles
If you’ve been reading TPJ–The Tube & Pipe Journal® since the beginning, you’ve been reading this magazine for 25 years. Introduced as TPQ–The Tube & Pipe Quarterly, the first issue was published in the summer of 1990. Although the publisher couldn’t have known what was to come, the timing was perfect. The long economic expansion of the 1990s meant that the magazine would have a ready and growing subscriber base, one that was hungry for information about the latest technologies for tube and pipe production and fabrication.
However, the short-term timing wasn’t so good. About the time the first issue of TPQ was rolling off the press, the Iraqi tanks were rolling into Kuwait. The spot price for crude oil increased about 50 percent, and the U.S. economy tumbled into a recession. The economic downturn was short and shallow, the economy recovered quickly, and the magazine survived its first year, but it was a reminder of oil’s importance in the world’s economy and reinforced the decision to launch a trade journal dealing with pipe.
The early issues laid a solid foundation for the future of the magazine. Focused on manufacturing, the journal got off to a good start by tackling head-on the specialized technologies used in this industry, publishing articles on orbital welding, ultrasonic drawing, and induction bending. While the magazine’s focus hasn’t wavered from manufacturing, the staff took on related topics from the beginning. The many applications a fabricator can handle with a rotary bending machine (“Taking a look at rotary draw bending machines,” Charles Russell Jr., Nu-Tech Inc., Summer 1990). How to simplify piping systems by using bends rather than elbows (“Design for pipe fabricating,” Steve Berkley, Dow Chemical, Fall 1990). How to fabricate tubular workpieces for architectural applications (“Discovering the design & cost advantages of structural steel tubes,” American Institute for Hollow Structural Sections, Winter 1990). Solving particularly difficult fabrication challenges, such as combining metals with different coefficients of expansion to create leakproof joints (“Simple solutions for complex problems,” H. Blaine Fluth, Diversico Industries Inc., Spring 1991). Not bad for the first four issues.
This isn’t just a technology-oriented publication. From the outset, TPQ helped guide shop owners and executives through the growing maze of federal regulations. The Winter 1990 issue carried an article on the use of halogenated solvents (“Facing environmental concerns,” Nicholas Maropis, UTI Corp.). A class of volatile organic compounds (VOCs), these solvents were used commonly for degreasing and cleaning operations. According to the article, it was widely accepted that federal regulations would phase them out over the following decade, and companies that used them, especially tube and pipe producers, should begin searching for substitute degreasing processes. The magazine also reminded readers that compliance with federal law isn’t just a matter of avoiding a fine; in many cases, it’s a matter of avoiding a prison sentence in a federal penitentiary (“Stainless steel tube producers study the regulatory options,” May/June 1997). The article even quoted one industry veteran, Ike Tripp, Etna Products Inc., who provided four simple steps to navigate the ever-growing maze, and they are still relevant today: Know the regulations, audit, change and update, and participate in the regulatory process.
Then as now, the coverage wasn’t limited to the U.S. The war in Kuwait, in the background as the magazine was launched, came to the forefront when it made the pages of TPQ in the Summer 1992 issue. As the Iraqi army retreated from Kuwait, it set fire to nearly 750 oil wells, creating a vast amount of work for the specialized crews that handle this sort of disaster. As told in “Recapping Kuwaiti oil wells” by Shannon Fanning, equipment manufacturer Mathey Intl. developed an abrasive waterjet system specifically for this application. Attached to a truck-mounted boom, the waterjet machine provided clean cuts on wellhead pipe ends so they could be capped successfully. The machine components had been modified to withstand the intense heat of the fires and the spray of oil gushing from the wells. Waterjet was considered the best option because it is a cold-cutting process; torches and other thermal methods were judged too dangerous because the heat would create a risk of reigniting the oil after each fire was extinguished.
Extinguishing oil well fires was probably the last topic anyone thought would show up in a trade journal focused mainly on manufacturing and fabricating tube and pipe, but the editors have never been afraid to tackle intriguing and newsworthy stories.
Back to the 1970s
Paul Vivian, one of the principals of Preston Publishing Co., the publisher of the “Preston Pipe & Tube Report,” described the conditions that set up manufacturing, especially tube and pipe, for the boom that ran through much of the 1990s. It might seem incredible, but the stage was set in 1973 when the Organization of the Petroleum Exporting Countries (OPEC) stopped shipping oil to the U.S. The shortages caused the price of oil to skyrocket, a huge short-term benefit to OPEC members. Vivian explained that OPEC later took advantage of its market power to solidify its market position. Its market share was so large that it could flood the markets with oil, drive down the price of petroleum and related products, and discourage drilling and extraction activity in countries that had higher costs associated with labor, transportation, and so on—namely, the U.S.
“The early 1980s was a dark time for the steel pipe and tube industry,” Vivian said.
Indeed it worked. During the 1980s and 1990s, the spot price for a barrel of crude oil rarely exceeded $20, and occasionally approached $10 per barrel. The volume pumped in the U.S. dropped for decades (see Figure 1).
It wasn’t just the U.S. oil industry that was in bad shape. The automobile industry was hurting too. The number of cars and light trucks manufactured in North America fell in 1974 and 1975, then rebounded, but then fell four years in a row from 1979 to 1982. It recovered much of the ground it lost, but during the 1980s decade it peaked at just 14 million units, well below its 1970s peak, 15.1 million units (see Figure 2).
However, a sequence of several essentially unrelated factors throughout the 1970s and 1980s prepared the tube and pipe industry for a comeback. First, the oil shock of 1974 worked like a dam, halting the flow of the rivers of cheap gasoline that fueled the muscle-car era. The American consumer’s love affair with horsepower wasn’t over, but it was on ice for a few years. In 1974 a car buyer looking for fuel efficiency had few choices. Most were imports, which sent the Big Three scrambling to make fuel-sipping cars, mainly by reducing vehicle weight, Vivian explained.
Just a few years later, the federal government introduced fuel economy standards for passenger cars (1978) and light trucks (1979). The corporate average fuel economy (CAFE) standard stipulated increasing average fuel efficiency over the years, going from 18.0 miles per gallon in 1978 to 27.5 in 1990. This further fueled automobile manufacturers’ efforts to reduce vehicle weight, and a common strategy was to replace conventional components with tubular components.
Specifically, the industry discovered the benefits of hydroforming, a technology that in some cases replaces a traditional stamped-and-welded assembly with a single tubular component that is lighter, stiffer, and requires much less time to produce.
One more thing happened to help prepare the tube and pipe industry for a comeback. The manufacturers of high-frequency electric resistance welding (HF ERW) equipment made a few strides in the 1980s, according to Vivian. In addition to improving weld seam integrity—thereby narrowing the quality gap between HF ERW tube and seamless tube—they also improved the process’s productivity. Vivian cited a specific example, ¾-in. electrical conduit. It was produced at a line speed of about 400 feet per minute (FPM) in the late 1980s; in a little more than a decade, technology changes had pushed this to 1,000 FPM.
At the Forefront
Accompanying the impressive increase in tube and pipe production capability were myriad improvements in fabrication technologies. Some of these improvements came in the form of equipment that made its way into the tube and pipe fabrication industry; others were driven by OEMs’ requirements for more sophisticated componentry. Other top-down changes were afoot that would change the way business was done.
Adopting Emerging Technologies. The desktop computer revolution, in full swing in the mid-1980s, found a place in manufacturing, making CNC equipment easily programmable. This, combined with the introduction of electrically driven equipment, drove big changes throughout manufacturing.
“Servomotors and ball screw drives revolutionized manufacturing in the 1990s,” said Bruce Benedict, CEO of Production Tube Cutting Inc. and former Tube & Pipe Association International® (TPA) board member. “Before that the equipment was hydraulic, and it wasn’t programmable. The machines were mechanical—a hydraulic actuator would run until the mechanism contacted a switch, which would shut the actuator off. Using a controller that knows the position of every component as the machine progresses throughout the entire process cycle, and programming the controller to coordinate every component’s motions, took a fundamental shift in thinking.”
The ability to program hydraulic equipment made it much more precise and repeatable, Benedict said, and the servomotors and ball screw drives opened the door to electric machines. One such machine is a bender that uses an oscillating collet rather than conventional tooling. “Finding your way around a bend” (Makoto Murata, a professor in the Department of Mechanical and Control Engineering/University of Electro-Communications [Tokyo], June 2000 issue) discussed the process by which the feedstock passes through the collet while it makes very small, incremental motions, rotating on two axes. The result is a tube with literally thousands of tiny bends. The distance between each bend is so small, and the change in radius from one bend to the next is so small, that the final product has a smooth-flowing, sinuous appearance, a continuous contour.
Other overlapping trends include improvements in automation, especially automated loaders and unloaders. Benedict pointed out that getting a tube or pipe loaded into a machine is one thing, but successful fabrication hinges on positioning accuracy. Many equipment manufacturers took advantage of the spreading use of affordable sensor technology, positioners, and software to load and run machines that previously were loaded and run manually.
“One person used to do one job,” said Ron Bochat, Innovo Corp., another former TPA board member. “Now one person does two or three,” he said.
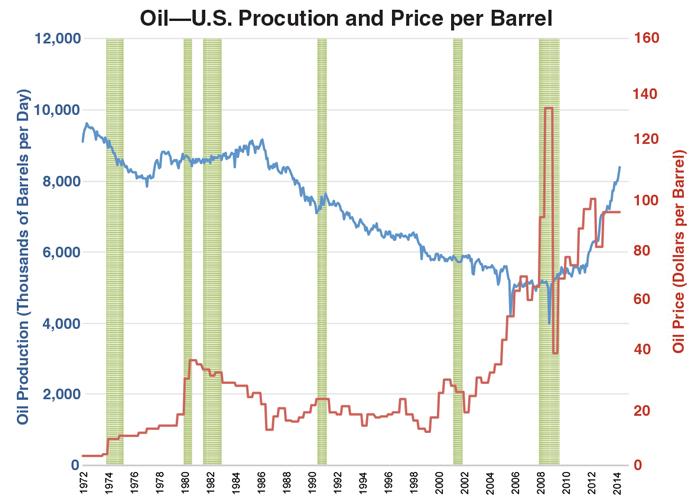
Figure 1
The state of the tube and pipe industry in the 1990s was built on a foundation that goes back to the 1970s. Political events in 1973 and 1979 led to significant oil price increases, which OPEC later tempered by increasing the amounts of light, sweet crude it supplied to world markets. U.S. drilling activity—and consumption of the related tube and pipe products—fell for two decades.
The machines themselves are getting more sophisticated, Bochat said. In the old days, five operations needed five presses. Now one or two presses can handle five operations. Bender manufacturers have kept up with this trend too. The December 2007 and the April/May 2012 issues had articles on roll bending, but in both cases it was a matter of teaching one dog to do two tricks—a single machine doing rotary draw bending and roll bending, two distinct processes. “Understanding benders and bender applications” (Sabine Neff, Lang USA Inc., December 2007), and “Fabricator reduces part handling, improves consistency with combination bender” (a staff-written case study, April/May 2012) discussed how these combination machines provide a boost in process efficiency and reduce the equipment’s footprint.
In applications that still require two or three machines, material handling systems improved to the point that they don’t need machine attendants, Bochat said.
“Transfer lines have been used for decades in automotive, and now they’re showing up in the tube fabrication industry,” he said.
The use of laser technology also led to big changes in the ways tube and pipe are manufactured and fabricated. The 40 or so laser-related articles have focused on the two main uses of lasers, cutting and welding, but the magazine didn’t stop there. “Beam there? Done that” (Mike Wilson, Meta Technology Ltd., October/November 1999) discussed the use of a laser guidance system on a conventional mill. Weld seams typically wander left and right, and changes in ovality cause the weld point to rise and fall, and a stationary weld head doesn’t compensate. The article discussed a guidance system that uses lateral and vertical motion to keep the torch in the optimal position. The article cited a tube producer that used the system to increase the line speed about 10 percent and nearly eliminate scrap. The magazine also published articles on other novel uses of lasers, such as “Measuring wall thickness in seamless tube, cast-iron pipe” (Marvin Klein and Tim Bodenhamer, Lasson Technologies Inc., March 2005), which described using a laser to create an ultrasonic wave in the product. A second laser interprets the ultrasonic vibration to determine the product’s wall thickness. The system then can use this information to make wall thickness corrections. Because it’s a noncontact system, it’s ideal for hot and moving parts.
“Using laser shock peening to increase pilger die life” (David Lahrman, LSP Technologies Inc., December 2009) discussed the use of a laser beam to complement shot peening to improve tooling hardness. Shot peening usually penetrates to a depth of 0.004 to 0.008 in.; laser shock peening goes to 0.100 and often is used to increase the hardness in areas prone to the highest stresses.
The Fall 1993 issue carried a story about one of the most unusual applications of all, tube forming with lasers. “Forming metal pipe and tube with lasers,” written by Henryk Frackiewicz, professor of applied mechanics at the Polish Academy of Sciences/Institute of Fundamental Technological Research, discussed how the laser beam’s heat is used to form the tube without assistance from rollers or dies. The laser heats one portion of the tube wall as other portions remain at ambient temperature; the process exploits the uneven expansion to form the tube to the desired shape.
Bochat added that the growing use of lasers had a severe impact on the tool and die industry. Some big manufacturers would get daily shipments of tooling when they were using conventional processes, but laser machines don’t need tooling, and many tool and die shops had to close their doors. He noted that this trend has changed direction.
“Hard tooling is making a bit of a comeback,” he said. “We’re seeing a big desire for flexible tooling.”
Leadership From OEMs. Of course, machine designers and fabricators don’t work in a vacuum. Their overlapping roles help to meet the demands of OEMs, whether the demand concerns better welds, tighter bends, more robust end forms, or any other need. As OEMs advance, so do the industries that support them, and this industry has benefited from world-class leadership.
The aforementioned mandate for improved fuel efficiency for passenger cars—a necessity pulled by consumers and pushed by the federal government—is a case in point. In a hypercompetitive industry that produces millions of units every year, the automobile OEMs are in a somewhat perilous position, capable of gaining or losing substantial market share in the blink of an eye. In his May/June 1996 article “Tube bending efficiency for the automotive industry,” Tony Granelli, SR America Inc., outlined the factors necessary to enter this high-pressure market: fast, accurate, capable, and dependable machines; an understanding of springback and springback compensation; and sufficient knowledge about the interactions among tooling, workpiece, and lubricant. The author went into detail in discussing the terrific complexity of determining the machine’s cycle time, which is dependent on the individual speeds of the loader and the unloader; the tooling as it moves into position before making the bend and as it gets out of the way after the bend; the bend head; and the carriage that moves the tube through the machine during the cycle.
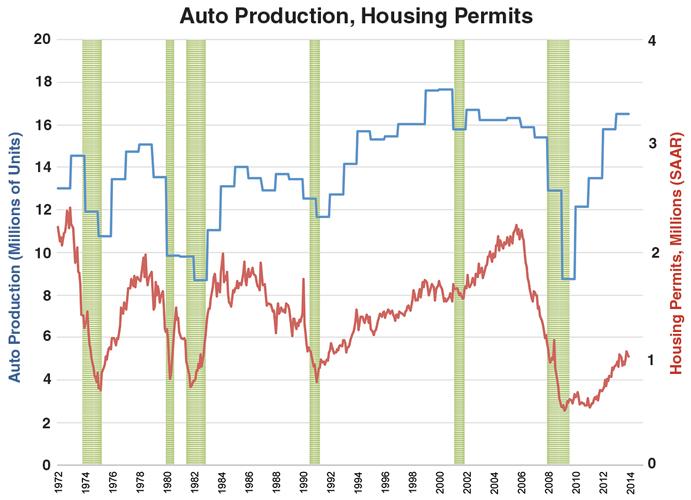
Figure 2
Two key industries in the U.S. economy, autos and housing, followed roughly the same patterns of expansion and contraction throughout the 1970s, 1980s, and 1990s. The housing meltdown appeared about two years before the recession struck in 2008.
Georg Holzinger (Siempelkamp Pressen Systeme) took up the cause on behalf of hydroformers when he wrote “Hydroforming of aluminum prefabricated parts for the automotive industry,” which appeared in the July/August 2000 issue of Hydroforming Journal®. The article discussed the state of the industry at the time, specifically its use of 5000- and 6000-series welded tubes and extruded profiles, both single- and multichamber, and the processes for forming and joining them. At that time the automotive industry had been making great strides in its use of aluminum, and the article cited a study that predicted aluminum use would increase more than 50 percent over the following decade.
“Tier 1 supplier builds four-stage competitive strategy,” a staff-written case study (June 2003), pulled together a variety of disparate elements to show how a concentrated, multi-disciplinary effort yielded a more efficient, capable process. The article showed how rethinking the way a part is manufactured—in this case, an engine cradle that is bent and hydroformed—can improve the part, eliminate scrap, reduce the cycle time, and improve the line’s uptime. In this case, engineers at F & P Manufacturing improved the part by feeding the workpiece into the bender and the hydroforming press using boost pressure and axial feeding, respectively. The supplier also worked with its press builder, Schuler, to develop a process that would use all of the material, eliminating the extra material at the tube end that normally is trimmed off as waste, and to develop a press that would cycle faster than a conventional hydroforming press. Finally, F & P devised a process in which the tube bender ran faster than the hydroforming press, creating a small buffer of in-process inventory. This allowed the press to continue to form parts when the bender was out of service for maintenance.
The automotive industry wasn’t the only one providing fuel for increasing the capabilities and capacities of the tube and pipe industry.
“The aerospace industries have advanced tube bending capabilities more than any other class of manufacturer,” TPJ reported in 1997, quoting Bob Want, an applications engineer for Tools for Bending, Denver.
“The aerospace industry had a huge influence,” Granelli explained, which came in two overlapping stages. Aerospace component engineers often are on the leading edge of design, and in the early 1980s their requirement for making bends in several radiuses on one tube led to a new style of bending machine, one that could mount several sets of tools (stacked tooling).
“In the late 1980s and early 1990s this requirement morphed into [the capability to do] compound bends,” Granelli said. “After making a bend in one radius, the operator clamps onto the bent portion to make the next bend.” Not only does this eliminate the distance between bends, but the bends actually overlap.
Changes From the Top. Two other sweeping trends that changed the way manufacturers do business concern quality systems and the increased interest in sustainable manufacturing practices.
“Before ISO systems were developed, many manufacturers had structured quality systems, but they were internal systems,” Tripp said. “ISO systems are audited and verified.” This doesn’t mean that earlier systems were inferior, but they were cumbersome. A company with dozens of big customers, each with unique quality requirements, potentially would have dozens of audits every year. A single standard system such as ISO –9001 streamlined this and cuts costs significantly.
“It also increased the understanding of the costs associated with poor product quality,” Tripp said. “The internal costs associated with rework or scrap and the external costs associated with shipping substandard product and dealing with an unhappy customer can be significant,” he said.
The shift toward greener, more sustainable manufacturing practices is another trend that has affected manufacturers top to bottom. Whether the motivation is regulatory compliance, workplace health and safety, customer insistence, or public pressure, it’s a substantial and continuing trend.
Tracing the history of degreasing processes shows the progress of greening manufacturing. At one time, using mineral spirits in dip tanks was common. “It’s not a sophisticated process, and mineral spirits can catch fire,” Tripp said. “Chlorinated solvents don’t catch fire, but they are volatile organic compounds. Halogenated solvents have been phased out, and 1,1,1-trichloroethane has been phased out too. Their replacements, solvents such as trichloroethylene and perchloroethylene are now being phased out. Since the Montreal Protocol [on Substances that Deplete the Ozone Layer] was signed, chlorinated solvents have been under real attack,” he said.
More and more, manufacturers are changing cleaning processes, either using closed systems to contain the vapors given off by VOCs or switching to aqueous cleaning processes.
More Than Steel
Most of the tube and pipe products industry uses are made from carbon steel, but the magazine’s staff never shied away from articles that delved into other metals, their characteristics, and the processes that affect them.
- “Rotary cutting and end forming aluminum, copper, and steel tube“ took the readers through the setups for rotary cutoff for copper, aluminum, mild steel, stainless steel, and flat multivoid extruded aluminum tubing (David Clark, Burr Oak Tool and Gauge Co. Inc., Fall 1993).
- “Working with zirconium tube and pipe” discussed heat treating, stress relieving, machining, bending, and welding for this unusual material (Jack Tosdale, Wah Chang, September/October 1997).
- “How material influences bending for hydroforming” delved into the characteristics of two seamless tubes, aluminum and steel, to see how their characteristics affect ovality, springback, and wall thickness after bending (Ghafoor Khodayari, Industrial Research & Development Institute, December 2001).
- “The chemistry of welding stainless steel pipe” looked into the various grades of stainless steel, their respective compositions, and how these affect the convection currents in the weld puddle (John Tverberg, Metals and Materials Consulting Engineers, July/August 2001).
- “Determining flow stress of tubes” discussed the applicability of two tests, uniaxial and bulge (biaxial), to evaluate the flow stress in tube for hydroforming (Srikanth Kulukuru, The Ohio State University, March 2002).
- “Selecting a welding frequency" showed tube and pipe producers how changing the frequency changes the weld's characteristics, allowing them to tailor the heat-affected zone to the application (Dr. Paul Scott, Thermatool Corp., 2003).
- “Deep-penetration welds for a deep-water application,” a case study about subsea petrochemical systems, told how such a supplier switched from compression fittings to orbital welding for joining the hydraulic control lines, overcoming a problem with varying sulfur content in the tubing (Andy Brunning, Orbitec Ltd., April/May 2005).
- “Welding aluminum” walked readers through two categories of aluminum alloys, cast and wrought, and discussed the digits used in the aluminum designation system, the properties of the various alloys, and the considerations in matching a filler metal to a base material (Tony Anderson, ESAB North America, July/August 2009).
- “Antimicrobial copper displaces stainless steel, germs for medical applications” discussed a trend in the medical industry for using bacteria-killing metals (James H. Michel et al, Copper Development Association Inc., June 2011).
- “Heat-treating line pipe weld seams” focused on normalizing thick-walled API pipe and introduced readers to the importance of using 2-D simulation to verify that the temperatures and heating pattern achieved the desired strength and toughness (Leif Markegård, EFD Induction a.s., October/November 2011).
- “Rolling with tube reduction” told how an ERW mill’s capability could be expanded by adding a cold-stretch-reducing section, allowing it to make smaller diameters than it otherwise would (Brian Kopack, Formtek Inc., March 2013).
- “Fabricator follows forming trend in HVAC industry” told how Harco Metal Products developed forming and brazing processes for aluminum when it phased out copper products for heating, ventilation, and air conditioning applications (Eric Lundin, June 2013).
- “Cooling your tooling” pulled together information from four cryogenic processors to shine some light on this poorly understood process (Eric Lundin, March 2013).
Safety First!
One trend that hasn’t changed in 25 years is the importance of safety. The magazine has published more than 20 articles on safety and related topics over the years. Most dealt with one of the most hazardous fabrication processes: welding. As anyone who has accidentally picked up a piece of hot metal or looked at a welding arc can tell you, it can be an unforgiving job to anyone whose attention wanders for just a moment.
The rest of the safety articles ran the gamut, discussing forklift safety, machine safeguarding, and so on. Two articles provided broad, top-down safety strategies that can apply to essentially any manufacturing environment: “Safety—one of the few worthy rituals” (Karen Hamel, New Pig Corp., June 2001) and “Proper guarding protects workers” (Gerry Timms, Frommelt Machine Guarding Products, June 2001). Both articles discussed a variety of safety scenarios, while the second demonstrated a process for evaluating each machine’s functions, determining the associated hazards, and selecting a method to reduce or eliminate the hazards.
Tube and pipe producers looking for relief from the triple threat posed by the scarfed weld bead—it’s hot, it’s sharp, and it’s not easy to control—got some tips along the way from articles on winding and chopping, and later they got a glimpse of a new way to handle this hazard (“Taming two weld beads,” Eric Lundin, June 2012). It discussed a unit that has a self-feeding OD chopper and a cantilevered ID chopper. Finally, TPJ published an article on a similar triple threat in the December 2011 issue. The information in “Dealing with high forces, metal in motion, hot parts?” was derived from a conference that focused largely on extruding and drawing, but the hazards and prevention strategies outlined in the article are broad enough to benefit any subscriber.
Why Didn’t I Think of That?
The magazine had no shortage of articles that showed how a little ingenuity could help to develop a more efficient process. The articles covered a gamut of technologies and processes, from the complex and capital-intensive to the deceptively simple. Whether the reaction was a chin-scratching and thoughtful “I think that would work” or a forehead slap followed by “Why didn’t I think of that?” TPJ kept up a steady stream of interesting and unusual ways to solve common problems.
“Using punching and forming plates” discussed a technology that can speed up simple fabrication processes (Keith Chappell, Tube Fab Machinery Inc., April/May 2002). Rather than fabricate a component that requires punching, piercing, flattening, simple bending, and end trimming on five machines, this concept uses five hydraulic or pneumatic units mounted to a plate on a frame, each of which performs one operation. The parts are moved automatically.
“Bend process monitoring—small changes lead to big results” turned process monitoring on its head (Paul Hogendoorn, OES Inc., June 2007). You can set up a system to count the number of links on a mandrel, monitor the lubricant level in a reservoir, and so on, but many other things could go wrong that are challenging, time-consuming, or expensive to monitor. Examples include galling caused by a buildup of material on the tooling, a change in material hardness, a tube that has slipped out of place or somehow has gotten misaligned, or a tooling component that was set up incorrectly. The article describes a mandrel pull force monitor, which detects essentially any process change by alerting the operator when the tension on the mandrel changes. “What do you monitor to ensure quality?” an article by the same author in the April/May 2006 issue, addressed the same type of strategy but measured stress on the machine’s frame. It compared the in-process stress to a reference, the stress measured when the machine was making known good parts, to determine whether the process had changed.
“The skinny on tight-radius rotary bending” (Eric Stange, Tools for Bending, September 2000) discussed a handful of strategies to help fabricators push right past the supposed bending limits. Stange went over the many factors that become increasingly critical as the workpiece material gets thinner and harder—mandrel material, mandrel design, lubricant properties, and tooling features—and reminded readers that they have another option: Add heat to add ductility.
Two articles discussed unconventional fixturing for conventional machines. TRUMPF Inc. and Flow International discussed how to make tube and pipe fixtures for machines that normally handle sheet metal in “Fitness equipment manufacturer pumps up” (October/November 2005) and “Using a waterjet to cut tube and pipe” (April/May 2001).
Sports and Recreation
TPJ hasn’t relied solely on articles that discuss strategy, manufacturing processes, and safe working practices. It has always embraced another broad topic that appeals to nearly everyone: sports and recreation.
“The anatomy of a monster truck” (Eric Lundin, March 2003) explored the earth-shaking, ear-splitting, bone-jarring sport developed almost single-handedly by Bigfoot 4x4 Inc. The company’s founder, Bob Chandler, and the vice president of operations, Jim Kramer, worked at modifying a pickup truck in the early days.
Eventually they started from scratch, making the frames in-house and outfitting them with heavy-duty off-the-shelf components. Chandler and Kramer discussed the many uses of tubing: frame components, some of which are made from two tubes, one inside the other, for extra strength; shock absorbers, which are 3-in.-dia. hydraulic tubing and have 28 in. of travel; an extra bead on the wheels to hold the tires in place; and at least a dozen more.
“Designing an off-road sport truck” (Eric Lundin, July/August 2003) discussed how three companies’ expertise could be vertically integrated with astounding results for the street-legal variety of sport vehicle. The combined efforts of tooling supplier Tools for Bending, tube fabricator Advanced Frame Works, and off-road truck assembler Bulldog Trucks resulted in custom trucks sturdy enough to take a severe beating yet tricked out enough for the concourse.
The 2003 horsepower-and-adrenaline series wasn’t over. The October/November cover story, “Zero to 60 in the blink of an eye,” delved into the intricacies of building a motorcycle from scratch. In a conversation that took place over the course of a day and a half at Brainerd International Raceway, Brainerd, Minn., the Van Sant racing team discussed everything they did to build, tune, tweak, and prep their bike, a custom motorcycle frame outfitted with a Suzuki GSXR-1100 engine. Capable of 225 HP on its own and supplemented by a nitrous oxide system, the engine achieved something close to 475 HP. The key to handling all of the stresses, of course, is a frame made from a tough, forgiving material with a favorable strength-to-weight ratio: chrome-moly steel tube.
America’s favorite pastime made the pages of TPJ’s April/May 2003 issue. Hillerich & Bradsby, known for the Louisville Slugger®, graciously provided our editorial team with an extensive amount of behind-the-scenes information on its manufacturing processes. “Batter up!” walked the readers through the various stages of forming an aluminum baseball bat.
The magazine didn’t leave winter sports enthusiasts out in the cold. “Weight reduction where it counts,” the editorial column in the March 2007 issue, discussed the merits of aluminum hockey sticks, lightweight alternatives to wooden sticks, which flourished briefly before composite hockey sticks overtook them. “Snow mean feat” traced the careers of Jake Thamm and Tamara Long, entrepreneurs who took a fresh look at a 5,000-year-old concept, the snowshoe, and came up with a new design that makes the best of 6063 aluminum tubing.
One of the most competitive sports, known for its particularly vicious nickname, murderball, appeared in the December 2007 issue. “These aren’t your grandparents’ wheelchairs” (John Luck, Miller Electric) discussed the origins of this modified form of rugby and the intricacies of the equipment used by the combatants, all of whom have limited use of all four limbs. Full-speed collisions are common, so the chairs take a tremendous beating. The article went into a detailed discussion of one manufacturer’s efforts to make lightweight yet impact-resistant chairs.
Finally, “Getting in tune with tube” and “Guitar-maker branches out with new designs” (staff-written pieces that appeared in June 2011 and June 2012, respectively) showed how tubing could help a guy with a little chutzpah and imagination penetrate an old market. Gordon Branch, a machinist and amateur musician, figured that aluminum tubing would resonate nicely and used it to fabricate a guitar body.
Another 25 Years
The changes of the last 25 years weren’t limited to technology. The very structure of the steel tube and pipe industry changed quite a bit over the decades.
“The U.S. consumed an average of 12 million tons of steel pipe and tube per year in the 1990s,” said Rick “Preckel, Paul Vivian’s counterpart at the “Preston Pipe & Tube Report”. “In the 2011-2013 timeframe, it consumed about 19 million tons per year.” Interestingly, the tonnage of industrial products grew from 8 million tons in the early 1990s to 11 million tons per year in the middle 2000s, but then fell back to 8 million tons per year as fabricators and OEMs imported more raw material and products fabricated from tube.
The big, sustained change came in the energy sector, which nearly tripled, increasing from 4 million to 11 million tons per year. This reflects the larger number of rigs in operation, which quadrupled from 500 in 1999 to more than 2,000 in 2011, which followed the 10-fold increase in the price of crude oil. It also reflects the use of hydraulic fracturing and horizontal drilling, both of which use much more pipe than conventional drilling operations.
The tube and pipe materials themselves changed over the last two or three decades.
“We have better-quality materials and higher-strength alloys—these are materials we never even thought of 30 years ago,” Bochat said.
It’s impossible to say how this industry will look in 2040. The industrial and energy products will continue to change, as will the mix of imports and exports and the alloys that are used to make tube and pipe. At the same time, new technologies will emerge and some will go by the wayside. It’s unlikely that five ground-breaking and far-reaching capabilities—programming with software, positioning with servomotors and ball screws, bending in two dimensions, forming with water, and cutting with light—will come together at one time as they did in the 1990s. The next quarter-century is more likely to be a period of steady maturing and refinement of existing processes, with an occasional disruptive technology in the mix. But either way, fast or slow, evolutionary or revolutionary, surprising or predictable, the progress of the next month, the next year, the next two and a half decades will result in even better tube, better pipe, and better fabricated products.
The data for Figure 1 and Figure 2 was derived from the Energy Information Administration, www.economagic.com, WardsAuto, and the U.S. Census Bureau.
The Evolution of Hydroforming
For those new to hydroforming in the 1990s, TPJ-The Tube & Pipe Journal proved to be an invaluable resource. The technology had been used in manufacturing for many decades at that point, for products such as musical instruments and plumbing components, but it was only recently, in the 1990s, that it was proven to be viable for automotive applications. One of the earliest uses of hydroforming for an automotive component was in 1994, when it was used to produce the engine cradle for the Ford Contour® and Mercury Mystique®.
TPJ’s first hydroforming article, which appeared in the July/August 1996 issue, laid a foundation by introducing the various technologies involved in the process. The editorial team decided to expand the coverage by introducing a column, Hydroforming Journal®, which appeared in every issue starting the following year. The editors wasted no time in publishing articles that built on the original foundation to create a comprehensive body of knowledge. The contributors attacked the topic from several angles, providing readers with everything from in-depth technical topics to broad, strategic plans for developing and maintaining a successful hydroforming program.
- “The hydroforming alternative” (Craig Zotkovich, HydroDynamic Technologies Inc., January/February 1997)
- “Why it’s so important to the automotive industry” (George A. Weimer IV, staff writer, January/February 1997)
- “Careful planning is required for success” (Helmut Trefzer, Hydrap Pressen Maschinenbau GmbH, March/April 1997)
- “Replacing conventional fabricating with hydroforming” (John Ferrier, Huber & Bauer Inc., May/June 1997)
As the 1990s decade ended, the technology entered a new stage. The knowledge surrounding this technology had spread far and wide, and instead of converting parts from conventional processes to hydroforming, engineers started to design new parts for hydroforming. Second, the talk around the industry shifted from how to do the process to something more sophisticated: how to improve the process. Third, because hydroforming was no longer a new, disruptive technology, the magazine added articles on refinements to the process and articles on related processes, which often were both complements and threats to hydroforming.
“Hammering parts with hydroforming” (Teruaki Yogo, MiiC America Inc., October/November 2010) discussed the capabilities of a variation on conventional hydroforming, one that alternates rapidly between a high-pressure phase and a low-pressure phase. The process, which uses these rapid pulsations to hammer the part, reduces the drag force between the workpiece and the die. This helps to force the material to flow farther into the die than it would otherwise. It also reduces wall thinning in the expansion areas.
“Turning up the heat on tube hydroforming” (Dave Gearing, Interlaken Technology Corp., October/November 2013) addressed forming with gas at elevated temperatures instead of fluid at room temperature. The process, high-temperature metal gas forming (HTMGF), heats the workpiece to 90 percent of its solidus point, then uses gas under pressure to do the work. Although the process has some drawbacks—it needs specialized equipment and uses quite a bit of energy—it uses less pressure and can form finer part details than conventional hydroforming at room temperature.
The article topics also started moving upstream when the raw materials used in the process came under scrutiny. Some in the industry felt that tube manufactured to comply with the commonly accepted ASTM A513 wasn’t necessarily good enough for hydroforming. “Characterizing materials for tube hydroforming” (Hermina Wang, Materials Technology Laboratory, CANMET, Natural Resources Canada, December 2002) identified two tests to evaluate tube to see if it had properties that would work well for hydroforming, while “What is a good tube for hydroforming” (Klaus Hertell, Schuler, December 2003) took a different tack altogether, asking the industry to come up with a more stringent standard than ASTM A513.
About the Author

About the Publication
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Steel industry reacts to Nucor’s new weekly published HRC price

2
How to set a press brake backgauge manually

3
Capturing, recording equipment inspection data for FMEA

4
Are two heads better than one in fiber laser cutting?

5
Hypertherm Associates implements Rapyuta Robotics AMRs in warehouse
