















President
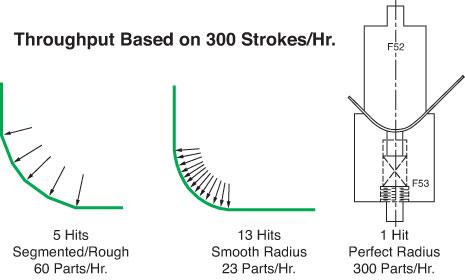
Figure 1
A one-hit form fit radius set can produce large-radius bends that would be bump-formed in numerous hits using standard tools. Parts have a smooth radii.
To thrive in our highly competitive, global manufacturing environment, fabricators must constantly seek ways to increase productivity and efficiency to maximize profitability. While these pursuits frequently result in significant investments in the latest, greatest press brake technology, investments in specialized press brake tooling are commonly overlooked.
This is unfortunate because, in many cases, relatively small investments in specialized tooling can lead to productivity gains that rival or exceed those from investments made in capital equipment. While at first this claim may seem to be an exaggeration, when one considers the many ways that special tooling can improve the manufacturing process, the statement makes complete sense.
There is no question that the new, state-of-the-art press brakes improve productivity. They set up quickly and can cycle faster and more accurately than their predecessors. However, specialized tooling can add to their productivity in a multitude of ways.
Special tools can minimize the number of hits required to produce specific forms. They can reduce setup time and allow complicated, multiple-bend parts to be formed in a single handling and setup. Special tools can increase throughput and reduce direct labor costs by improving ergonomics and eliminating material handling issues. Other special tools can eliminate secondary operations such as postform machining or finishing. When fabricators consider all of these factors, they will find that the return on the tooling investment can significantly outperform the ROI on capital equipment.
Perhaps the fastest way to increase throughput is to reduce the number of strokes required to form each part. Several types of special tools do just that. For example, a one hit form fit radius set could produce large-radius bends that would require bump-forming in numerous hits using standard tools (see Figure 1). In addition to increasing the throughput rate, a radius set can produce more accurate parts with smoother radii than those produced by bump forming.
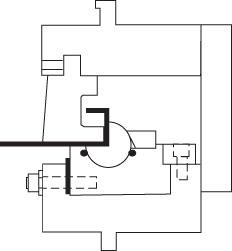
Channel dies (see Figure 2) boost production by producing two bends in a single hit.
Another common multiple-bend form is the hat channel shape. Hat channels can be produced in four single hits, in two hits using an offset die, or in one hit using a hat channel die (see Figure 3).
Once it has been determined that the press brake has enough tonnage to use a multiple-bend special tool, the cost justification process can begin.
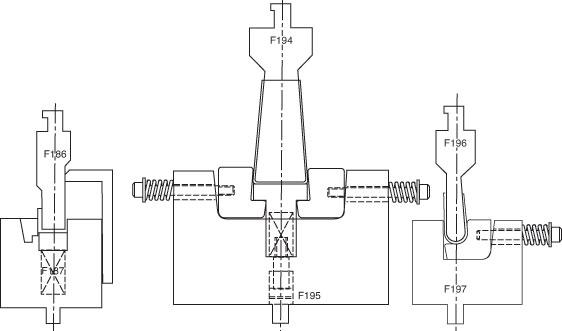
Figure 2
Channel dies boost production rates by producing two bends in a single hit.
When attempting to justify the special tool purchase, fabricators need to consider all of the options. Tools that eliminate the most hits are not always the easiest to justify. While a one-hit hat channel die will allow the operator to produce parts more than twice as fast as an offset die, if the production quantities are low, the more expensive hat channel die may not be the best option.
Simply put, fabricators should compare the savings realized by using special tools to the tooling cost. If the savings outweigh the cost, purchase the tool. If there are multiple options, select the one that generates the greatest savings.
Figure 4 shows direct savings resulting from the use of a hat channel die in a production scenario. Of course, in addition to saving time by eliminating hits, using the hat channel die reduces operator fatigue by forming the part without flipping or rotating it during production. Anything that simplifies the operator’s job usually leads to productivity gains, especially when setup and material handling issues are involved.
Stage bending setups can result in tremendous productivity gains. Since all of the required tool sets are produced with matched shut heights, these setups allow complicated multiple bend parts to be formed in a single handling.
Although stage bend setups can be more time-consuming than standard setups, eliminating multiple handlings and tool setups usually results in a significant productivity gain.
When stage bending setups are used for repeating production runs, it is often advantageous to have the individual tool sets permanently mounted into die shoes or ram adapter/die holder sets that can be loaded easily into the press brake. Doing so maintains initial adjustments and leads to even faster setups.
If it is not feasible to keep the setup intact, any shimming or other adjustments should be well-documented so they can be duplicated quickly with minimal effort.
Ergonomics should be carefully considered when selecting tools to form large, unwieldy parts. In addition to maximizing production rates, using the most appropriate tooling can significantly reduce both labor and scrap.
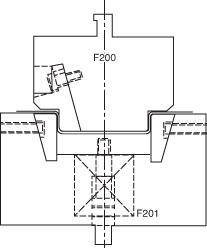
Figure 3
Hat channel dies can reduce a four-hit process to a one-hit process, forming four 90-degree bends in one stroke.
Using a special tool such as the rotary bender (see Figure 5) will eliminate whip-up and cause the workpiece to remain horizontal during forming. When whip-up is eliminated, there is no need for the operator, or operators in the case of large panels, to support the part as the forming action causes it to move through the air. When the workpiece remains stationary during forming, there is no chance of back bending and usually no need for operator support.
Another way that special tools can lead to savings is by eliminating costly secondary operations. While technically not considered forming costs, if using a special tool makes these operations unnecessary, their cost should be included in the justification process.
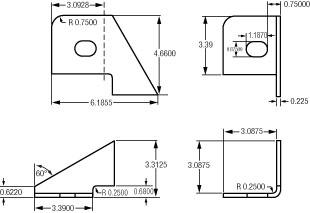
For example, the part shown in Figure 6 could not be formed satisfactorily using a standard punch and die. The short end of the tapered flange would not span the required V opening and would contact the die’s side wall during forming. This would skew and distort the part as it bends. The slot would also bend prematurely since the surrounding area would be weakened by the cutout.
To address these problems using standard V dies, the fabricator would be forced to cut or burn the flange in a postform operation. The same would be true for the slot. Conservatively, these two postform operations could add $6 to the production cost of each part. Therefore, if the fabricator received an order for 1,500 parts, it would spend $9,000 on secondary operations alone.
An alternative would be to purchase a rotational lower die that would form the parts without distorting or flaring. Since the rotational die sells for less than $1,900, the fabricator would realize immediate savings of over $7,100.
Due to their unique forming action, rotational dies also can eliminate die marking and cross-metal contamination that typically require finishing operations on stainless steel. Rotational lower dies are available in many fixed and adjustable sizes and can form virtually any material thickness up to 11⁄4 in. These dies also frequently reduce the need for tool changes because each one can be used to form a variety of angles in a range of material thicknesses.
While investing in special tooling is not always the best approach, it is certainly easy to determine if the investment will be beneficial. Fabricators can simply compare the cost of the special tool to the savings realized through production rate increases, reduced labor costs, and eliminated operations. The justification, or lack thereof, will become crystal- clear. Once the economic hurdle has been cleared, general feasibility must be considered.
Shops should determine the feasibility of using special tools on a caseby- case, or part-by-part, basis. Several factors must be carefully considered. Perhaps the most important factor is lead time. If the special tool cannot be produced and delivered quickly enough to allow the fabricator to complete the project on time, there is no reason to consider the option. Then, production quantities must be high enough for cost savings to outweigh the amortized tooling costs. Last, in the case of multiple-form tools, it is extremely important to be certain that the press brake has enough tonnage to allow the tooling to form the parts to print.
Specialized tooling should be considered whenever companies want to improve productivity and reduce costs. More often than not, investing in specialized tooling generates immediate cost savings and leads to unparalleled improvements in productivity and throughput.
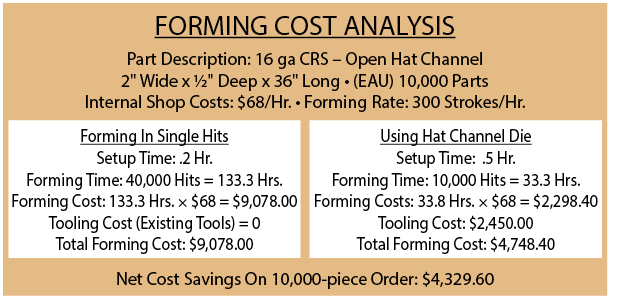
Figure 4
Running a cost analysis will lead fabricators to the right decision about special tooling.
In these cases, it really does pay to spend!


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}