















Why use multiple-impulse resistance welding?
An explanation of the process, its heat balance mechanism
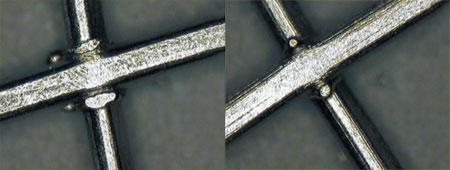 |
| The nickel cross-wire weld on the left was made with single-impulse resistance welding. Material squeezed out from the weld is attached to the wires near the weld location. The nickel cross-wire weld on the right was made with four impulses. A reduced amount of material is squeezed out from the weld. |
Resistance Welding: Background
As its name implies, resistance welding uses the resistance of the parts in the current path to generate heat energy for welding. Heat is generated in the parts being welded, as well as in the electrodes.
 |
| Figure 1 This diagram of a weld stack in resistance welding shows two electrodes (with bulk resistance R1 and R7) and the two parts to be welded (with bulk resistance R3 and R5). The three contact (interface) resistances are R2, R4, and R6. |
In a resistance weld, seven active resistances play a role in determining heat generation (see Figure 1). Four of them are bulk resistances, including two in the parts being welded (R3 and R5) and two in the electrodes (R1 and R7).
Bulk resistanceis the resistance to flow of current inside an electrical conductor. It's a function of part geometry and resistivity, which is a material property proportional to temperature.
In addition to bulk resistance, three contact resistances, also known as interface resistances, are in a weld: one weld interface (R4) and two electrode or part interfaces (R2 and R6). Contact resistance is the resistance to flow of current as it tries to jump across an interface from one material to another.
It would be ideal to generate all the heat at the interface between the two parts to be welded. However, given the nature of resistive heating, heat generation at the other six resistance points can't be avoided. The goal of any resistance weld development is to maximize the heat generation at the weld interface and minimize it at other locations.
The seven resistances in Figure 1 are dynamic and change during the weld cycle. Understanding the changes is critical to understanding the heat balance and designing appropriate welding strategies.
 |
| Figure 2 Dynamic changes occur in bulk and contact resistances during a resistance weld. |
Changes in Resistance.Figure 2shows a diagram of the changes in the two types of resistance as a function of time. The contact resistance decreases as soon as the parts to be welded are forced together under the force applied by the weld head. The decrease in contact resistance accelerates as current starts flowing and continues to decrease throughout the welding process under normal circumstances, as long as the weld head can supply the required follow-up. Follow-up is the weld head's ability to apply a consistent welding force continuously even as the parts deform during welding.
Bulk resistance, which is proportional to the resistivity of the materials, increases as soon as current flow heats the parts. Resistivity of metals and alloys is proportional to material temperature and rises roughly by an order of magnitude during the weld cycle.
The dynamic change in the seven resistances during a weld allows the user to tailor the heat balance according to the materials being welded and the type of bond required. A short burst of energy early in the cycle welds conductive parts, which depend predominantly on the contact resistance to provide most of the welding heat. A longer pulse later in the cycle typically welds resistive parts when bulk resistance dominates the weld cycle.
Multiple-impulse Applications
While it's common to resistance-weld with a single impulse, some applications use multiple pulses. In large-scale welding applications, typically for structural sheet metal welding, multiple-impulse welding can help control the rate of heating at the interface.1
For galvanized steels, multiple-impulse welding allows zinc coating on the surface to escape from the interfaces before the nugget is formed.2 Removing zinc also can increase electrode life by reducing the rate of reaction between copper and zinc.
On smaller applications, typically with dimensions about 0.015 inch or less, capacitor discharge power supplies and other DC-type power supplies often are used in dual-pulse mode. The first pulse conditions the parts, while the second pulse produces the weld heat.
A Multiple-impulse Experiment. A study was undertaken to cross wire-weld two wires of commercial pure nickel, typically a single-impulse resistance welding application.
The wires were 0.010 in. in diameter, and the parent metal had a tensile strength of 5.6 lbs. The wires were welded with Class 2 copper electrodes with a 0.125-in. shank and a 0.0625-in. flat tip with circular cross section.
The welds were made with a weld force of 6 lbs., a squeeze time of 150 milliseconds (ms) and a hold time of 200 ms. The weld head used was an air-actuated 0- to 20-lb. unit, and the power supply was a 2-kilohertz (kHz) inverter capable of delivering power in pulsation mode.
Initially a weld schedule was developed that produced optimized weld strength of 5.2 lbs. in a single pulse of energy. The welds were tested by pulling on the wires, and the resulting stress was a combination of tension and torsional shear. The development was designed to produce a strong weld in the shortest time possible without causing any sparking at the weld. The single-pulse weld schedule had a 2-ms upslope and a 4-ms weld at a programmed current level of 0.55 kiloamp (kA).
A photograph of the welded joint made in single-pulse is shown in the introductory photo, right. A considerable amount of molten or softened material was squeezed from between the wires. A similar experiment then was undertaken to perform the same weld in multiple-impulse mode with the goal of producing welds with the same or greater strength. The weld schedule developed had four pulses, and each pulse was 1 ms long at 0.6-kA current. Time between pulses was set at 20 ms. The optimized welds had the same strength as the single-pulse weld, 5.2 lbs., but less molten material was squeezed out (see introductory photo, left). The overall collapse of the wires was proportionately lower.
Heat Balance in Multiple-impulse Welding
 |
| Figure 3 During multiple-impulse resistance welding, bulk resistance decreases during cool time between pulses. |
Trends typical in the dynamic change of bulk and contact resistance are interrupted in impulse mode (see Figure 3). Heat generated during the first pulse increases the overall temperature of the weld zone. The higher temperature helps to reduce the contact resistance and increase the bulk resistance.
During the cool time available after the first pulse and before the second pulse, the weld loses heat primarily by conduction through the parts and through the electrodes. As the weld zone cools, the bulk resistance of the parts and the electrodes decreases because bulk resistance is proportional to temperature. The contact resistance may remain the same or gradually decrease because the weld still is under the action of the welding force.
Consequently, at the start of the second pulse, the amount of contact resistance, as a fraction of total resistance, is greater when compared to the conditions at the end of the first pulse. So the second pulse generates a greater percentage of heat at the interface rather than the bulk. A similar scenario occurs during the third and following pulses.
The cross-wire weld made in one pulse follows the typical resistance profile shown in Figure 2, in which the bulk resistance continues to increase and the contact resistance continues to decrease throughout the weld.
The profile generates heat at the weld interface as well as in the bulk. Heat generation in the bulk dominates the latter part of the weld cycle when thermal runoff creates a rapid increase in weld metal temperature.
Thermal runoffis a chain reaction in which an increase in temperature leads to an increase in bulk resistance and causes a further increase in temperature as the current continues to flow. Thermal runoff makes it possible for a weld to reach melting point rapidly. The combination of heat generated in the bulk and at the weld interface creates a large volume of molten or softened metal that gets squeezed out under the action of the welding force.
On the other hand, during multiple-impulse welding, the cooling time between impulses allows the nickel wires to conduct heat away from the weld zone, reducing the bulk temperature and, consequently, the bulk resistance. Cooling time between impulses interrupts the thermal runoff. The impulse that follows after a cooling interval encounters a greater fraction of contact resistance as opposed to the bulk, and so focuses the heat at the weld interface. As a result, a smaller volume of metal adjacent the weld interface reaches a temperature high enough to soften and be squeezed out.
The extent to which the heat balance is modified depends on a combination of part geometry and material properties of the electrodes and parts being welded. Parts that are good conductors of heat, such as commercial pure nickel used in the experiments discussed previously, will conduct heat away from the weld rapidly during the cool time between impulses and will help to focus the heat at the weld interface. Parts that aren't good conductors of heat, such as alloys and stainless steels, will be affected by heat loss through the copper electrodes. Heat loss through the electrodes will push the hot spot down toward the weld interface and can result in a flattened nugget.
The modified heat balance argument may explain the longevity of mature power supply technologies, such as capacitor discharge used in dual pulse mode. AC power supplies, by sending half-cycles of alternating polarity, inherently act in a multiple-impulse mode but are limited in their ability to control the shape of individual half-cycles (impulses).
DC power supplies—transistor DC, linear DC, and inverters—can control the individual weld profile and offer flexibility regarding cool time selection between impulses. Additionally, because the DC flows in only one direction, DC power supplies offer an added option to tweak the heat balance by selecting the correct polarity.
Experiments performed in this study have demonstrated the benefits of multiple-impulse welding for conductive wires, an application typically performed in a single impulse. The proposed mechanism of modified heat balance with multiple-impulse welding also can benefit other weld configurations, such as projection welds, welding of thin foils, and welding wires to flat terminals. The modified heat balance approach also can offer greater flexibility in choosing a weld profile for resistance weld development.
Girish P. Kelkar, Ph.D., is director of WJM Technologies, P.O. Box 4018, Cerritos, CA 90703, 562-743-7576, girish@wjm-tech.com, www.wjm-tech.com.
Notes
1. R.L. O'Brien, ed. Welding Handbook, Vol. 2, 8th ed. (Miami: American Welding Society), p. 538.
2. Robert Cuff, "Using Multiple-impulse (Pulsation) Resistance Welding for Coated Materials," The FABRICATOR, November 1998, pp. 36-39.
About the Author
About the Publication
subscribe now

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Sheffield Forgemasters makes global leap in welding technology

2
Welding student from Utah to represent the U.S. at WorldSkills 2024

3
Lincoln Electric announces executive appointments

4
Engine-driven welding machines include integrated air compressors

5
ESAB unveils Texas facility renovation
