















Senior Editor

Mid-West Metal Products Engineer Archie Adamisin views a customer's CAD file, which will follow the job through production.
One look at Mid-West Metal Products' shop presents a gleaming example of metal fabrication automation. In the company's Sheet Metal Fabrication Division, material efficiently moves through primary laser cutting workcells, as well as secondary bending and welding cells. Operations hum as a single, finely tuned machine.
At least that's what it may look like at first glance. But according to Plant Manager Jeremi Dobbs, the tuning never ends.
The Muncie, Ind., fabrication operation is part of a third-generation family business. The company began in wire fabrication in the early 1920s, but about a dozen years ago management decided to diversify by launching a contract fabrication shop. Starting with a punch press and shears, over time the floor grew to include various press brakes; two turret punching systems; welding; machining; and two Mazak laser cutting machines with FMS (flexible manufacturing system) setups, including towers that hold raw stock and pallets that automatically feed material.
The company enjoys efficient automation, but it didn't achieve it just by plunking down a chunk of change for automated equipment. That represented just half of the equation, Dobbs said. The other half involved perfecting a scheduling and operating procedure so that everyone in the plant—from front-office workers to the laser nesting technicians—knew how a product should be processed, where, and when.
Dobbs recognized what has become an immutable fact in implementing any automation: Automated equipment needs efficient, organized work flow. Without it, bottlenecks can mount, and expensive capital investments may sit idle, for no good reason, waiting for work and losing money.
About seven years ago, the shop started looking into lean manufacturing and began adapting it within different areas of the company. "It isn't just for the shop floor," Dobbs said. "It's a new way of thinking. I looked at ways of putting velocity behind each part to speed it through the process. This really became necessary as our quantities went down. We're not producing the thousands of pieces we were. Now it's 25 of this, one of this, four of that, then back up to 100 for something else."
The company tackled the issue by analyzing shop operations to determine which jobs would fit best on which machines; this formed the nuts and bolts of what the company calls its "virtual manufacturing plan." In reality, it isn't virtual at all but instead a real, written set of guidelines. As Dobbs put it, "It's not only a guideline on how we quote our work; it's also a guideline on how we take the quote through the processing and scheduling. Every time a job comes in, it relates to a certain part of the guideline. From that, we know how to quote it, we know how to schedule it, and we know how to produce it."
So why is it called a "virtual" plan? Dobbs explained, "Most customers we deal with have AutoCAD® or something similar, whether it's 2-D or 3-D modeling. So we asked, 'How can we develop a relationship with our customers and offer this virtual tie-in?'" What resulted was a plan that hinged on the customer's virtual CAD model, which travels with the job through engineering, nesting, and inspection.
"Once we determined part flow, we documented this on paper, spelling out the strengths and weaknesses of each process," Dobbs explained. "The plan has been so simplified that even our office and shipping workers, data entry people, and others can see a job requiring 11-gauge cold-rolled steel and know it will process a certain way."
To develop the plan, Dobbs started with the floor's four primary machines: 4- and 1.5-kW lasers and two turret punch presses. Here, the plan boils down to two factors:
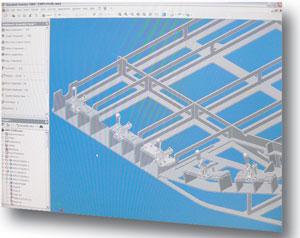
Figure 2A virtual model follows a job at Mid-West Metal Products through engineering, nesting, and inspection.
1. Each machine cuts a certain thickness range. If the gauge falls near the top end of the range, everyone knows that this particular job cannot work unattended.
2. Combining jobs on one sheet results in fewer setups and less scrap. Hole-intensive work usually goes to the turret presses, though job scheduling may dictate that it be placed on excess material of a laser cutting job already set up.
After cutting, jobs flow to secondary (bending) and tertiary (welding and painting) stages. As Dobbs explained, if jobs are set up and scheduled correctly on the front end, downstream process scheduling usually falls into place by following the same two principles: Certain tools and machines work with certain material thicknesses; identical gauges from different jobs are grouped together to reduce setups.
For the plan to work, Dobbs knew he needed to implement a few lean manufacturing basics first. For instance, early on he saw the company spent a lot of time transporting blanks from the loading dock to the primary machines in the middle of the floor. So when shop managers purchased a second laser system with an FMS, they strategically placed it in front of the receiving door.
Dobbs added that he doesn't hesitate to move machines into workcells, if needed. He cited a recent job with secondary processes involving a press brake with a 6-foot bed and some minor CNC milling. The company could have bent the parts in the press brake area, then moved those parts over to the mill. But here he realized it would take less time to move the small brake over to the mill—making a workcell that could both bend and mill at once—than to haul multiple lots through two processes. And again, the company's virtual manufacturing plan takes these workcell possibilities into account.
"This whole process sets us up for kit manufacturing," Dobbs added, based on the principles of lean. "We kit-out this 11-gauge material that could have five different part numbers going to three different customers. We stack them on a skid after they come off the laser, and that skid slides right into the press brake area. Now, our punches and dies are staying in the brake longer, with fewer tool changeouts, because we are forming a larger volume of nothing but 11-gauge. With that, we have reduced setups both on the laser and the press brake."
The company does leave room to change the virtual plan if needed. For instance, for one job the shop sorted specialized tread plate and conventional mild steel, both 11-gauge, on skids that went to the same press brake. It turned out that the two materials formed differently, so workers had to spend extra time changing out the brake tooling. After this, Dobbs made sure he sorted the treaded material only with other specials and one-off work, and noted it in the virtual manufacturing plan. If the same material comes in the door in the future, it now will be grouped with one-off, custom work.
The virtual manufacturing plan spells out lines of communication so that everyone, from the operator to customer service, remains on the same page. Those lines of communication funnel to Marty Wooten, the master scheduler. He's the company's air traffic controller. As purchase orders are turned into internal sales orders, Wooten sees them within the Epicor ERP (enterprise resource planning) system. Then he transfers the job to Epicor's scheduling software, which— again using parameters set by the virtual manufacturing plan—queues the job with similar work.
"Jobs are quoted using the [manufacturing] plan as to what machines need to be used when," he said. "It's all about getting your variables right." The plan, he added, really helps the company reap the benefits of ERP. Every shop does things a bit differently, and for ERP to really work, shop floor capabilities and utilization must be well-defined.
The plan does just that, said Wooten and Dobbs, and here's how. The customer service department sends a quote to manufacturing engineering, which issues a cost estimate based on how the company would process the part and machine availability, as spelled out in the manufacturing plan. Engineering then sends the quote back to customer service, which then sends it on to the customer. Meanwhile the RFQ is assigned a number that stays in the company's server database. If Mid-West wins the bid, the customer's purchase order automatically attaches to the RFQ, and everything goes to engineering.

Figure 3A laser scanner inspects a part. Almost immediately afterward, an inspection report can be e-mailed to the customer.
There, an engineer contacts the customer directly and asks if a modeling file is available—and one almost always is. (On the rare occasion when one isn't, the engineer will redraw the part in modeling software.) With the modeling file, Mid-West Metal engineers use Autodesk Inventor® CAD/ CAM software to unfold it, integrating or importing bend gains and other manufacturing data embedded in the DXF or DWG file. From there the model goes directly to the laser supervisor, who sees it on his computer desktop "in box." He opens the job and dynamically nests the part, grouping different jobs together for maximum material utilization. That nest is then sent to the line controllers at the machine. The operators see the scheduled job, load the material, and cut the parts.
For new work, the company performs first-article inspections after manufacturing, or even after every process, depending on the job and customer. The shop uses either a laser scanner or coordinate measuring machine, which compares the part with the submitted CAD drawing. Almost immediately afterward, a FAIR—or first-article inspection report—file is e-mailed directly to the customer, if requested, to show the process has met or exceeded standards.
"Once the customer receives the FAIR, validates it, and approves it, we're off and running," Dobbs said. "We can tell customers immediately whether the first part is good or not. So not only did we cut and process [the way] they wanted, we show them we've done what they wanted quickly."
Dobbs added that the company couldn't pull off such work flow without a big emphasis on cross training. "I have employees who could be called 'multi-tradesmen,'" he explained. A person hired as a gas metal arc welder may be a good print reader and cross-trained on the press brake, for instance. This way, the shop's 30 employees move where and when they're needed, as dictated by the work schedule. "This is how I keep my employee count down, and it also means we minimize the cycle of hiring and laying off," he said.
To maximize labor scheduling, the shop breaks down jobs not just to the assembly level, but the component level as well. "Say I have a welder who takes part A, B, C, D, and E, all of which get welded together for a final assembly. I set up a bill of material for each separate component. So Part A becomes its own part number."
The overall assembly is still assigned a top-level number, of course, but subassembly parts are each assigned variants of that number: Part 123-A, Part 123-B, and so on. Components may be nested on different sheets or machines and arrive at the welding area at different times. But thanks to scheduling software and the manufacturing plan, Dobbs still knows where each component is at all times—and he therefore can schedule his multitasking employees to go only where they're needed, at exactly the right time.
What's the next step for the manufacturing plan? Ideally, Dobbs said, it would involve spreading lean thinking up the supply chain. With the FMSs close to the loading dock, he has hopes of suppliers being automatically triggered to fill bins with blanks once raw stock gets down to a certain level.
Today there's still some manual intervention. Dobbs still orders raw stock in the traditional way, by placing POs with suppliers. But wouldn't it be great if that process were automated? That, Dobbs said, would help take the virtual manufacturing plan to the next level.
Muncie, Ind.-based Mid-West Metal Products may connect machines with fiber optics, but this doesn't mean there isn't a shred of paper on the floor. Jobs still have paper work orders, with information about the file name, digital drawing, and so forth, accessible via computer terminals throughout the shop. But Plant Manager Jeremi Dobbs does a little something extra to add clarity and efficiency to work flow.
"I can't tell you the number of times I've walked on the shop floor during the early years and seen a loose white piece of paper sitting on the floor. Who knew what it was for?" For all he knew, it could have contained important job information, but there was no way to know that unless somebody picked it up and looked at it. This seems simple enough, but in a busy job shop, papers can get lost in the shuffle.
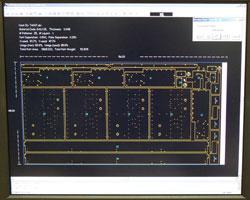
Figure 5Mid-West Metal Products dynamically nests its parts, grouping different jobs together for maximum material utilization.
To clear the shuffle, Dobbs does what he calls "managing by color." Yellow papers have something to do with work-in-process. If a part requires first-article inspection, the job gets a red cover sheet attached to it. That way, if a worker sees a red piece of paper on the floor, he knows immediately what it means—and he knows it's urgent.
"Something so trivial can make a difference," he said.
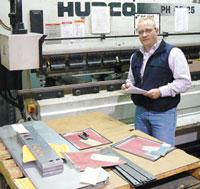
Figure 4Jeremi Dobbs stands in front of a press brake, near color-coded job packets.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





