















Ask the Stamping Expert: How can I reduce snap-through condition effects?

In the May/June 2012 “Ask the Expert” column, you discussed the causes of the large vibrational energy wave that must be dissipated by the press structure beyond the shear loads. Is there any way to reduce the vibration?
A: Many lamination and blanking dies incorporate moveable stripper plates. The effect of the die stripper on the press is significant and can be seen in both the press downstroke and upstroke. The higher above the bottom dead center (BDC) of the press stroke that the stripper contacts the material or the greater the lead of the stripper to the punches, the more pronounced these effects will be on the press.
Movement of the stripper plate has a particularly significant effect on the press upstroke. The stripper plate mass accelerates instantaneously from zero velocity to the velocity of the slide, putting a very high stress on the stripper bolts and sending the vibrational effects through the press. If stripper bolts are not designed correctly, they will eventually fail and break.
When the press is placed under load during the piercing and shearing operations of the die, press deflection energy is developed within the press structure. As the stamping material fractures, the stored deflection energy is released instantaneously, and the snap-through condition sends a large vibrational energy wave throughout the press structure. This condition is especially severe when all punches throughout the die are at the same level and hit at the same time and distance from BDC of the press stroke. The noise level also becomes unbearable, reaching more than 112 decibels.
To reduce the force, noise level, and vibration in the press, you can step the punches so they do not all hit at the same time. The design and tolerance of the stepping process must be precise, however, or it will cause even more problems.
When stepping punches, you need to know from the steel mill the stamping material thickness and its tolerance. Subtract 0.001 to 0.003 inch from the minimum material thickness dimension to find dimension x (see Figure 1), and grind the second step row of punches that much shorter. You can do this once more for a third step row if needed, but remember that you still need to balance the die within the press.
Using this method for stepping punches, there is no release of load or energy when material fracture accrues. If you use three steps, only one-third of the total punch tonnage is required, and noise will be reduced considerably. Because the energy to stamp the first holes is transferred to the second step holes at fracture and transferred again to the third step holes at fracture, compression is maintained through the press cycle, which will help improve die life, press life, and part quality.
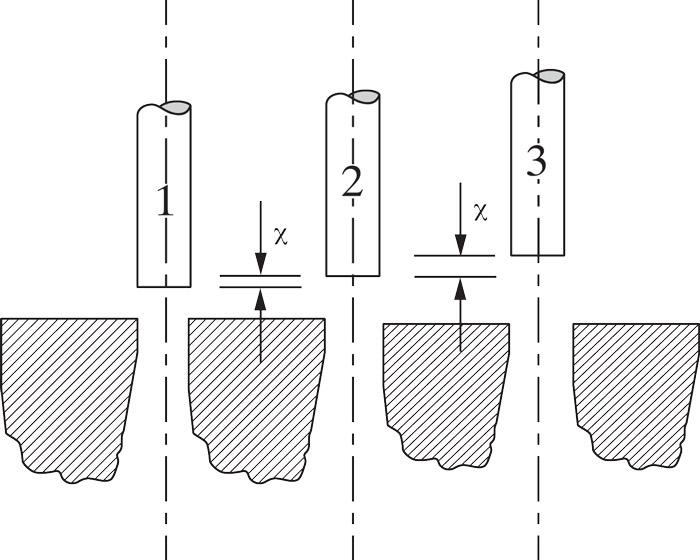
Figure 1
When stepping punches, subtract 0.001
to 0.003 inch from the minimum material
thickness dimension to find dimension
x, and grind the second step row of
punches that much shorter. You can do
this once more for a third step row.
About the Author
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
How to set a press brake backgauge manually

2
Capturing, recording equipment inspection data for FMEA

3
Tips for creating sheet metal tubes with perforations

4
Are two heads better than one in fiber laser cutting?

5
Hypertherm Associates implements Rapyuta Robotics AMRs in warehouse
