















Ask the Stamping Expert: How can I form titanium successfully?

Q: We are getting more and more inquiries for components made of titanium. We have never worked with this material. Any advice?
A: Titanium can be cold- or hot-formed on standard equipment using techniques similar to those used on stainless steels, but you need to consider two main issues:
- The room-temperature ductility of titanium is less than that of the common metals, including stainless steels, so you need more generous bend radii on your tooling and less allowance for stretch formability when cold forming. Titanium’s modulus of elasticity is about half that of stainless steel, which results in more springback during forming.
- Titanium in contact with itself or other metal galls more than stainless steel does. You need very effective lubricants that might contain graphite or moly.
Before you begin forming the titanium, make sure it is clean and free of surface defects. To prevent edge cracking, radius the burred and sharp edges.
The tensile, elongation, and bend data for the various grades of titanium can be found in ASTM Specification B265.
Heating titanium increases its formability, reduces springback, and permits maximum deformation with minimum annealing between forming operations. For mild warm forming, most grades of titanium are heated to 204 to 316 degrees C. heated forming dies are used for low-temperature forming.
Cold forming and straightening operations produce residual stresses in titanium that must be stress-relieved. Stress relieving typically is achieved at 482 to 649 degrees C for 30 to 60 minutes, depending on the application.
When stamping titanium, the tooling alignment must be extremely accurate. To minimize all outside (lateral alignment) influences from press equipment, make sure the tooling modules are robustly self-guided and that the upper punch holders are allowed to float.
Within its mechanical engineered limits, titanium is very cold-workable, but it is extremely abrasive, soft, and gummy and it tends to gall more easily than steel. The material abrades like sandpaper, and minute particles collect on the tooling surfaces. Also, the tooling tends to grip the material being bent. To resolve these problems, make sure the form dies and punches have very generous wipe radii. Maintain surface finishes at 5 micron or less, and create a barrier of lubrication between the titanium part and the tooling.
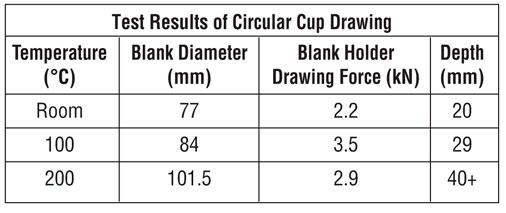
Figure 1 shows the results of forming a drawn cup from titanium. At room temperature the draw went 20 mm deep with 2.2 kN of holding force before failure. At 100 degrees C, 50 percent more holding force was required for the material to stretch 50 percent longer. At 200 degrees C, force requirements dropped by 20 percent and the material stretched 33 percent longer before failure.
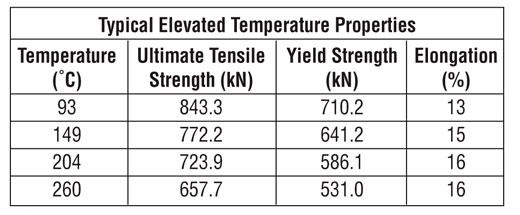
Figure 2 shows the same results. Notice the changes in tensile and elongation as the temperature rises.
Good luck and happy stamping!
About the Author

Thomas Vacca
Micro Co.
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Capturing, recording equipment inspection data for FMEA

2
Tips for creating sheet metal tubes with perforations

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Hypertherm Associates implements Rapyuta Robotics AMRs in warehouse
