















Ask the Stamping Expert: Why do press and die problems occur at lower-than-capacity press speeds?

Q: To improve efficiency and reduce cost in our newly acquired high-speed blanking operation, we have increased press speeds from 225 SPM to 450 SPM. After several successful months, we are experiencing a high number of new press and die problems. The presses are capable of speeds higher than 500 SPM, and the die calculated load is only two-thirds of the press capacity. Have you come across a similar scenario before? What is going on?
A: Yes. It happens not only in high-speed blanking operations, but also in operations that stamp high-strength-steel parts at what is considered an average stamping speed (less than 200 SPM).
When sizing a press for these applications you must consider not only the shear load on the die, but also the energy consumed and dynamic effects within the press structure. Dynamic effects beyond the shear load are created at stamping speeds higher than 300 SPM; the standard die load calculations no longer apply.
I suspect the problems you are seeing are cracks developing and bolts loosening in press guards, failure of smaller components, broken press tie rods, broken in-die stripper bolts, and high vibration with short die life.
Punch velocity increases when press speed increases; this creates an impact loading on the sock material or an additional load peak and vibration. Besides this, the stock material properties increase as the material resists shearing and fracture. As speed increases, the stock material yield strength approaches the ultimate strength. Use the stock material ultimate strength in your die tonnage calculation to establish the press capacity (see Figure 1).
Die stripper travel and spring pressure to stop the stripper bounce produce yet another high load and vibration.
Don’t ignore snap-through forces either. As the stock material fractures, it creates a large load reversal and instantaneous energy release. This large vibrational energy wave must be dissipated by the press structure. You can reduce these forces by using stepping punches.
As speed increases, the press shut height will decrease on all presses, causing coining stations and setting blocks to hit much harder. Although the stamping may be fine, the press and equipment must withstand greatly increased vibration and stress levels. With higher speeds, thermal growth will occur in the press during a day’s production, reducing shut height, especially if you start production from cold in the morning.
Slide-to-bed parallelism is critical to die life in the equations, and you’ll need to calculate die-tipping moments for each die station to ensure the die is positioned correctly in the press die space. An out-of-balance condition will create severe additional loads and vibration.
You can analyze all of these items in detail by using load cells and an oscilloscope on your presses and dies. The data they provide can help you determine how best to increase equipment longevity.
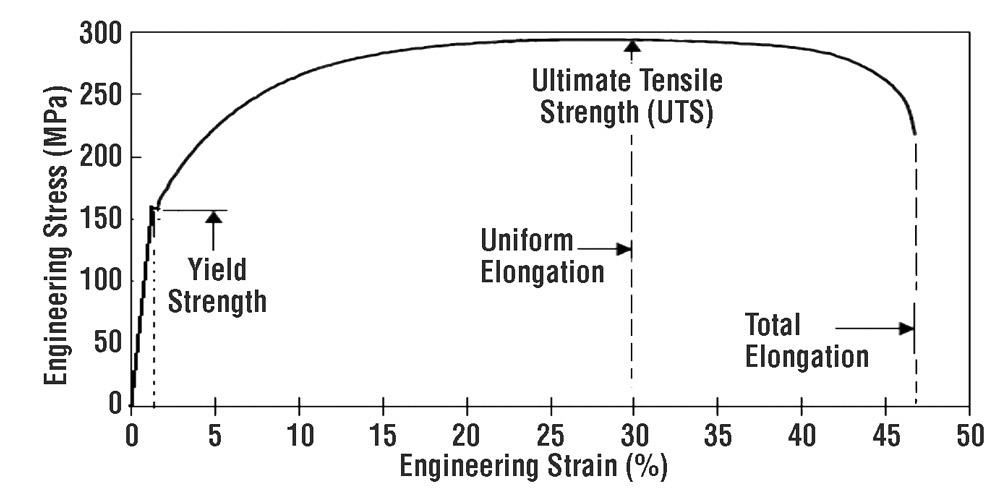
Figure 1
A typical stress-strain curve is shown here.
About the Author
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




