















Contributing Writer
 |
| The condition of a blanked edge can affect the success or failure of downstream stamping operations. |
Blanking is the part of the stamping process in which the stock material is cut into a designated shape before it goes through subsequent forming processes. Blanking—like piercing, parting, notching, and trimming—is fundamentally a shearing process. Therefore, like any other sheared sheet metal part, a blank undergoes a predictable process and yields a predictable cross-sectional profile.
As the blank undergoes straining, stretching, bending, and lateral expansion, any imperfections on its edge that have occurred as a result of the shearing will be exaggerated. The blanked edge should be examined carefully, as its condition plays a role in the success or failure of subsequent forming of the blank.
The sheared edge exhibits some distinctive features, each of which may affect the subsequent forming processes. They include rollover, burnish, fracture, and burrs (see Figure 1). Rollover occurs as the punch engages the sheet metal and pulls the material downward, drawing the material slightly into the clearance. As the punch continues to penetrate and shears the upper portion of the material, the material becomes locked and burnished in the punch and die clearance.
 |  |  |
| Figure 1 The sheared edge exhibits some distinctive characteristics. They include burrs, fracture, burnishing, rollover, and work hardening. | Figure 2 A burr, or protruding ragged edge, shown at 100x magnification, occurs as the material is sheared at an angle against the blanking direction. Burrs can interfere with subsequent forming processes. | Figure 3 A microcrack that occurred during shearing can develop into cracks and distortion as the blank is stretched and bent in subsequent forming stations. |
Unstable shearing of the material can roughen the surface and create microcracks along the edge or cause the edge to fracture. When it fractures, the material is sheared at an angle against the blanking direction. This inclined fracture on the edge creates burrs, or protruding ragged edges (see Figure 2). Burrs often interfere with the success of subsequent forming processes. When the fractured edge is subjected to stretching or bending during forming processes, the microcracks can develop rapidly into cracks. The stress concentration can split these cracks instantly. Theoretically, the stress concentration in the cracked tip is infinite (see Figure 3).
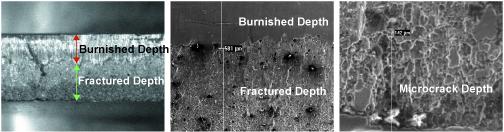 |
| Figure 4 A microscopic view of the sheared edge of an aluminum blank, photographed at a magnification of 25x, 45x, and 450x, shows burnishing (shiny surface), fracturing, burrs, microcracks, and other edge defects. |
Figure 4 shows microscopic views of the edge of an aluminum blank. Note the burnished and fractured depth in the picture on the left and middle and microcracks and burrs on the right.
 |
| Figure 5 The edge expands circumferentially as it is being stretched. Edge defects can cause cracking, as shown in this edge of a neck. Increasing the burnished depth while reducing the fractured depth may eliminate or reduce the edge's tendency to split in subsequent forming processes. In this case, work hardening would have been preferable to microcracking. |
Fractures, microcracks, and work hardening in the sheared edge can affect subsequent forming processes. As the edge is expanded and stressed during forming, cracks and fractures can progress inwardly from the blank's edge.
Figure 5 shows the cracked edge of a neck after rollover in an assembly operation. During rollover, the edge expands circumferentially while it is being stretched. In this case, even though the strain calculation showed that the amount of straining during rollover was within the maximum allowable material elongation, the edge split soon after the rollover.
Solutions exist to prevent forming failure caused by irregular edge conditions. The condition of a blanked edge can be tailored by adjusting the punch and die clearance; shaving the defective area of the blanked edge; designing an appropriate contact profile of the punch and die; and understanding the mechanical properties and microstructure of the sheet metal to select a suitable material.
Punch and Die Clearance. Changing the clearance between the shearing punch and die can change the edge condition greatly. As the clearance gets tighter, the edge condition becomes straighter, smoother, and contains fewer fractures. Figure 6 shows the changes in the edge condition with different punch and die clearances.
 |
| Figure 6 Changing punch and die clearances changes the edge condition. (Diagram courtesy of ASM International.) |
On the other hand, the narrowed clearance increases the burnished depth, which is work-hardened significantly. What is not visible in Figure 4 is the blank's work-hardened condition in the burnished depth. The deeper the burnished depth of the edge, the more dominant is the work-hardened condition in the deformation of edge. The reduced material ductility of the work hardened edge can cause brittle cracking during stretching or expansion. The work hardening can be estimated numerically or by measuring the surface hardness.
On highly formable materials, if the edge is subjected to considerable forming operations, work hardening is preferable to microcracking. In other words, it is advisable to maintain just a sufficient burnished depth to keep the fractured depth to a minimum. This reduces the edge's tendency to split by cracking as the blank is being formed.
Shaving. Another method used to eliminate the defective area of the blanked edge that exhibits burrs and microcracks is shaving. This is done in a station prior to forming. A thin slice of the sheared edge—only a tenth of a thousandth of a millimeter thick—is cut out. However, shaving can lead to other problems, such as scratches, cold welding of chips to tools, and die damage.
Tool and Die Design. Producing a high-quality edge often requires iterative design revisions during die development. In other words, to achieve a desirable edge profile in a blanking station, a systematic approach is needed for optimal tool design. Sometimes building a small tryout die, dedicated solely to a blanking study, can be an efficient way to improve the blanking conditions.
Selecting the Proper Material. Most metal forming processes are case-sensitive, which means that there is no universal rule of thumb that applies to all situations and all materials, even in blanking. What works with low-carbon sheet metal or stainless steel might not work well with aluminum or brass. For instance, if the burnish depth in low-carbon steel is 50 percent at a certain clearance, in stainless steel with the same clearance the burnish depth will be only 30 percent, while in aluminum the burnish depth will be 60 percent.
Therefore, the clearance used for low-carbon steel needs to be adjusted for other sheet metals. Obviously, the clearance needs to be increased with aluminum and reduced with stainless steel when 50 percent burnish depth is desired in a shearing operation.
Knowing the mechanical properties of the sheet metal being stamped, including its strain limits and even its microstructure, can help improve the blank's edge condition.
The average circumferential strain on the metal can be calculated analytically using the following simple formula:
 |
For example, the strain in the rollover shown in Figure 5 can be calculated as follows:
 |
The engineering strain induced during the rollover is 0.341, or 34.1 percent, which is less than the total elongation, 55 percent, of the material used. Therefore, the cause of cracking can be traced to splitting from a microcrack rather than to excess stretch on the blanked edge. However, you should always consider the work-hardening effect on the edge. If considerable work hardening occurs during shearing, even when the calculated strain is below the maximum elongation, the edge could fail by brittle cracking.
When the edge failure is persistent even after applying all the previous suggestions, you should consider examining the microstructure of sheet metal. Even within the same material, the edge condition can vary considerably, depending on the grain structure and size, especially in the fractured depth (see Figure 7). Fine grain size and uniform structure can result in a fairly smooth fracture surface. On the other hand, coarse grain size can create a rough surface that tends to contain large microcracks. This is particularly true with hot-rolled sheet metals, which typically have coarse and nonuniform grain structures.
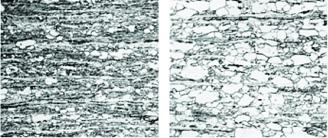 |
| Figure 7 A fine grain structure (left) results in a smoother edge than a coarse grain structure (right). |
It is fair to say that tool life becomes dramatically reduced by the severe tool contact created when the tolerance is tightened. Conversely, tool life can be extended as the tolerance is loosened to acceptable parameters for the application.
There is a way to increase tool life without sacrificing edge quality too much. Instead of shearing the blank by applying tools at a 90-degree angle, the shearing can be done gradually by using an inclining angle either to the die or to the punch.
The benefit of the angled tools is that they come in contact with the blank gradually, allowing the material to be sheared locally instead of applying the shearing to the entire tool periphery. Because less force is required, and consequently the concentrated contact pressure between the tool and blank from tool misalignment is minimized with a lower shearing force, angled tools can decrease tool wear during production.
The best way to tackle problems that arise during blanking is to know exactly what went wrong by analyzing the edge condition with available resources such as microscopic images and finite element analysis, and then to work on the solution with a systematic approach and scientific reasoning based on the fundamentals. There are no short cuts in blanking—only right cuts.
Young Seo is a project manager at Enview Technologies, 238 Nickels Arcade, Ann Arbor, MI 48104, 734-222-5955, fax 734-222-5956, yseo@enviewtechnologies.com, www.enviewtechnologies.com.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





