















Contributing Writer

Figure 2: Illustration courtesy of Bohler Uddeholm.
Nothing lasts forever, especially those things that are used and abused excessively. Stamping dies are no exception to this fundamental rule. It also must be clearly understood that despite your best efforts to maintain these dies properly, they still are subject to failure caused by human error.
Someone once said to err is human. If you're a metal stamper, you know just what that means. Double metal, misfeeds, incorrect material, train wrecks in progressive dies, and the list of errors goes on and on. We do our best to prevent these disasters by implementing die protection methods. Most high-production dies are loaded with electronic items such as light beams and proximity switches, all of which are intended to prevent such undesirable events. However great they may be, keep in mind that every electronic device used in a die can be disabled or bypassed. This decision often is at the discretion of the press operator. The cold hard truth is, dies will crash, components will wear out, and dies will need to be repaired.
What if the die that crashes is very near the end of its production life? It happens. A die can have a major crash during the last week it is scheduled to run a part. When this occurs, do you spend the money necessary to replace all broken components and sections with new parts, or do you make just basic repairs to the die in an effort to make it last long enough to complete production?
If you are like most of my clients, you probably will use the least expensive method to enable the die to make a satisfactory part. In my tooling career I have seen everything used, from duct tape, super glue, and wire to more robust methods such as welding to repair tooling.
This article focuses on welding as a "buying-time" method. Keep in mind that welding to repair the die in no way produces a higher-quality section than if you replaced the failed section with new tool steel. However, if welded correctly, the die often can perform adequately.
Tool welding often is considered taboo in certain stamping environments, while it is an everyday occurrence in some plants. For example, in large automotive companies where production volumes are low enough for items such as body panels, investing in a replacement tool steel section in not cost-effective. Welding the tool steel usually provides adequate performance.
On the other hand, high-production dies rarely are welded. Remember that what you consider high production amounts may not be—comparatively speaking—as high as you think. Many high-speed stamping operations run 1,000 strokes per minute, producing two parts with every press stroke. These dies may run two or three shifts for a period of five to 10 years. Do the math. I'm sure you get the idea.
In any case, if a die is damaged and you don't have the necessary replacement sections, it may be necessary to weld on the tool sections.
Time is money. If you have a replacement section already hardened and machined, of course you would replace the broken section with it. Before coming to the conclusion that welding the section is not a professional method of repair, consider the true cost of the downtime that may occur in the time it takes you to produce a new replacement section. Consider welding the section so that the die can run while you are making a new replacement.
Also consider this: If your company is an automotive supplier and you fail to produce the necessary parts in the time specified, you may be fined as much as $10,000 for every minute that the automobile assembly line is down. Again, do the math. I tell my seminar attendees this: If you see a helicopter on the front lawn of your company and this is not the normal way that you deliver your products to the assembly plant, it's time to consider welding or any other means possible to produce and deliver parts in a timely manner. At this point, the use of duct tape and bailer twine is not out of the question.
Every tool steel type available has its own unique chemistry, microstructure, and mechanical properties. For this reason, it is recommended that you consult the manufacturer's guidelines for welding procedures. Most tool steel companies can provide you with the necessary steps for welding. However, some fundamental, general rules and guidelines pertain to welding all tool steel types.
Temperature. Tool steel temperature is an important consideration when welding. Don't weld tool steel while it is at room temperature or colder. This is especially true for conventional air-hardening grades, such as D-2, A-2, and S-7.Figure 1 shows the ideal temperature for welding D-2 tool steel.
Suggested preheat temperatures for hardened D-2 tool steel
| Welding Method |
Working Temperature |
Consumables |
Hardness After Welding | MMA |
(SMAW) 309-485° F |
200-250° C INCONEL® |
625-type UTP 67S 280 HB |
55-58 HRC GTAW |
390-485° F |
200-250° C INCONEL |
625-type UTPA 73G2 UTPA 67S UTPA 696 280 HB |
53-56 HRC 55-58 HRC 60-64 HRC Figure 1
| | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Most tool steels must be preheated to a certain temperature before welding. Welding cold tool steel most likely will cause cracking. Uneven thermal expansion may contribute to this cracking. Most cracking will occur in the heat-affected zone next to the weld, not in the weld.
Maintain the preheating temperature during the entire welding process. Ideally, use a furnace to establish and maintain the heat. Use temperature sticks or a thermometer to monitor the temperature of the tool steel. Consult with the tool steel manufacturer for welding preheat temperatures.
Preparing Cracks. For cracked sections, grind out as much of the crack as you can. Grind a large radius in the bottom of the area to be welded; avoid sharp corners (Figure 2).
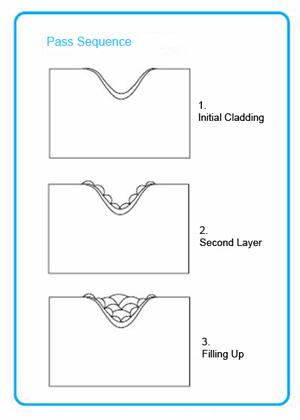
Technique. Make several passes instead of a single heavy pass. Doing so allows the first layer of weld to be tempered by the second layer.
For deep welds, use an underlayment (high-stretch, high-ductility filler rod) for the base, and finish with a layer of tool steel rod. Doing so helps to prevent the crack from propagating to the top surface of the tool steel and creates a stronger welded section. This process often is referred to as cladding (Figure 3).
Post-heat Treating. During the welding process, a great deal of stress is generated in the tool steel section. Post-heat treating helps to relieve some of this internal stress. After the welding has been completed and the tool steel has been allowed to cool fully, post-stress relieve your tool section by heating it back up to approximately 50 degrees F below the final tempering temperature of the tool steel. Hold it at this temperature for about half an hour per inch.
Not post-heat treating the section after welding increases the risk of tool steel failure substantially. Tempering ( post-stress relieving) the tool steel increases its toughness.
Although welding is not the panacea for all tooling failures, if done correctly it can serve as a means to help you to" buy some time." Keep in mind that not all tool steels are suitable for welding. Consult your tool steel provider for specific guidelines for welding your type.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}