















Clearing the springback hurdle
Knowledge and planning are keys to success

Editor's Note: This article is adapted from Eric Kam's conference presented at FABTECH® International & AWS Welding Show, Oct. 31-Nov. 2, Atlanta,© 2006 by the Fabricators & Manufacturers Association Intl.
Of all the technical problems that hinder stampers today, springback consistently is one of the leading roadblocks. Whether stamping small precision components, structural members, or large automotive panels, stampers must put predicting and dealing with springback at the top of their "to do" list.
After achieving a safe pane—it no longer splits or shows unacceptable wrinkling, no easy task in itself—stampers are faced with the task of getting the part approved for production. Springback often is the highest hurdle to clear after spending weeks, and perhaps months, achieving a split-free panel. Addressing springback is a multilayered and complex issue that is a mystery for many.
Springback Defined
Steel and aluminum, two commonly stamped materials, exhibit both elastic and plastic deformation tendencies. Elastic deformation, also called springback, is inherent to all stamped sheet metals. It is the nonpermanent deformation that allows a spring to return to its original size. In contrast, plastic deformation is the permanent shape change intended for a sheet metal part.
The stress-strain diagram in Figure 1 charts the measured strain and stress relationships for a sheet metal part deformed in a simple die. As the die imparts shape to the panel, the material is stretched. This stretching is engineering strain, illustrated along the horizontal axis of the chart.
As the metal is strained, it resists deformation by reacting with stress against the tool—the vertical axis. Once the die is fully closed, the forming strain and stress in the part can be noted. The vertical dashed line in the figure shows the amount of strain in the part at bottom dead center, where the panel and the tool have roughly the same geometry.
As the tool is opened, any stresses in the part will relax—the stress level in the part will return to zero. In the chart, a stress-strain path follows a line with the slope of the material's Young's modulus (E).
Springback, then, is simply the amount of strain returned to the part as the stress returns to zero. It can be estimated with this formula:
While the forming stress at any location is not easily determined, a proxy stress can be used. We can simplify the forming stress (S) by assuming that all parts must be stressed beyond their yield point:
![]()
Figure 1 The stress-strain diagram charts the measured strain and stress relationships for a sheet metal part deformed in a simple die.
For a part with an expected yield strength of 210 megapascals (MPa), the minimum springback response can be found to be 1 millimeter per meter of product length.
The springback illustrated in this example often is called membrane springback. The membrane springback might make the part seemingly shrink about its center of mass. For flanging of sheet metal, springback often shows itself in another mode: bending springback (see Figure 2).
When bending is the primary mode of deformation, the strain through the thickness becomes more important. As the part is flanged, it undergoes various degrees of tensile and compressive modes of deformation through the thickness. As a result of the springback, the outer fibers of the material (formed under tension) shrink and the inner fibers expand, causing the flange wall to open outward. Bending springback usually manifests itself as an opening of flange walls (toward the flat state).
Springback is unavoidable in all metals stamped at room temperature, so it should be expected in all cases. Likewise, if a tool matches the net shape of the part, any stamped part delivered from that tool will not match net.
The Problem With Springback
The issue at the heart of springback is variation. Noting and measuring variation are the keys to solving the problem. When looking at how a single part will spring back, stampers must analyze how strain varies throughout the part. Once they know the amount of strain, they can determine the stress in the part at that time. Given the stress, predicting the amount of springback appears fairly straightforward.
However, strain distribution through the part is not necessarily a predictable pattern. For the part in Figure 3, the strain pattern in two neighboring areas is slightly different. Each of these areas in the die exhibits different stress levels and will have different amounts of springback after removal from the die. Given the proximity of the two areas, the likelihood that each gets to act out its own springback tendency without influencing its neighbor is highly unlikely.
Section B in Figure 3 needs to recover more before its stress level reaches zero, while section A completes its springback recovery with less shrinkage than section B, resulting in an imbalance of elastic strain. The material at sections A and B will eventually reach equilibrium, where A is held under some compression and B is held under tension. This residual stress results in the part having a twist in it as the springback acts on the part after removal from the tool.
These strain imbalances occur everywhere in every part and are not limited to linear, 2-D imbalances. Binder and addendum will have different strain levels than the part. Regions of the part, such as walls, display very different strain levels than the flats that lead into and out of each wall.
Each region of the stamped part displays its own strains as the part forms and, thus, has different springback effects. This is why some parts spring differently before and after trimming.
Compensating for Springback
Springback effects can be predicted and corrected, to some degree, with computer modeling of strains during deformation and a good understanding of the relationship of stress to strain. All things held equal, if the strain gradient for a stamped sheet metal part can be calculated with a high degree of accuracy, then the stresses in the part, and therefore the springback, can be determined easily.

Figure 2
The springback in each element, region, and area of the part can be predicted and then applied as elastic recovery, deforming the virtual part. Measurements can be made, and a methodology to compensate for the springback could perhaps be engineered, applied, and validated.
However, the challenging part of springback compensation is the issue of variation. While it works well "all things held equal," in the real world, "all things held equal" is not possible.
In a single die, so many different variables can influence the strain distribution: die condition, wear, coating, lubricant, temperature, dirt, and so forth. Just cycling the press down and up introduces modestly different strains into each part. These strain differences lead to the stress differences that lead to springback differences.
Springback compensation typically involves a geometric adjustment, or "morphing," of the tool in the opposite direction of the springback. With bending springback, this method has been fairly reliable. If the flange is springing back 5 degrees outboard, overbending the flange 5 more degrees inboard should result in a better part.
However, for membrane or combined modes of springback, this is not always realistic. Take, for example, a part to be formed in a die, where the product's end state is flat geometry. If the panel is formed with a strain distribution as shown in Figure 4, negative strains indicate that the material has been formed in the die in such a way that it has been made smaller with the die closed. When the die is opened, the negative strained areas will tend to expand to attain stress relief (or springback), and the areas that have positive strains will tend to shrink.
As the part expands, it varies from its intended shape. Using typical springback compensation techniques and reversing the springback geometry introduce the opposite shape into the part.
This creates a reverse curvature on the tool surface which, during forming, leads to more negative strains acting on a length of line now longer than the intended product, which in turn increases the springback difference. The part would be worse than before the springback compensation was introduced.
Strain distributions that tend to the negative are not necessarily correctable with geometry compensation. With the part in Figure 4, the best fix might have been a process change first to get more evenly distributed strains, then perhaps a geometric compensation. The necessary conclusion is that not all parts can use the same geometric approach, so automatic compensation of springback might result in a geometry that does not truly address the actual springback effect and even more expensive retooling costs.
Additionally, not all springback that is noted in a final part is caused directly by the areas of springback variation. Springback in adjacent flanges can induce springback variation throughout the part. For example, consider a part with a stretch flange, in which the material that forms the flange is forced to stretch as the metal is bent to the final flange position, such as in parts with a concave flange break line.
In stretch flanges, the material at the free edge of the flange is stretched. This material, once removed from the die, will spring back. The shrinking tendency, when applied at the free edge of the flange, often can induce a distortion to the material adjacent to the flange.
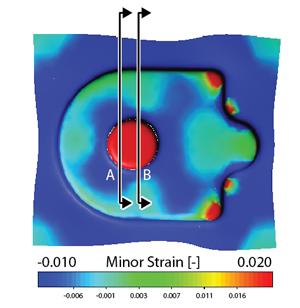
Figure 3
The surface abnormalities caused by this mode of springback cannot be addressed by compensating the areas that show the distortion, but instead by alterations to the flange that change the way the flange forms at the free edge, reducing the stretch and thus the impact of the springback.
Effects of Variation
As different batches of steel are loaded into a die, variations in yield strength, tensile strength, and R value cause the die to produce different strain distributions, different stress levels, and different springback. Differences in blank shape, blank location, coil thickness, camber, and straightness might all yield mildly or strongly independent strain distributions.
Sections cut through part geometry and the associated strains are charted in the stress-strain diagram in Figure 5. In part 1, the material shipped may have come in with properties toward the lower range of the material grade's typical variation.
With a higher yield strength, the material will act differently in the die, developing a different strain distribution than earlier runs of the die. Higher yield strength also increases the elastic deformation tendency. So, the strain induced while the material is in the die and when the die closes is seemingly similar, but the end effect with springback can be very different.
To illustrate how much influence material variation can have on springback, we can return to the simplified proxy calculations:

This model reflects only the change caused by the different yield strengths, with all things held equal. However, any strain imbalance in each part also will result in different springback. Compensating for the springback is even more unlikely.
What's the Answer?
Contrary to popular belief, there is no single correct springback compensation. Unlike engineering a tool to prevent splits and wrinkles, springback cannot be corrected by providing an engineering safety margin. Springback always is there and always is likely to vary. For this reason, solving the springback issue involves three discrete steps:
- Springback response stabilization. The springback response must be shown to be stable over the range of potential process variables: material properties, blank location, pressure pad and tonnage settings, beads, and lubricants. The wider scatter indicates a springback response that is not capable of achieving the desired tolerance. The tighter scatter, though not within the desired range, has the potential to achieve the tolerance range.
- Compensation methodology. A combination of geometry response to any necessary process improvements to address the nominal springback response.
- Process capability verification. The compensated tool must be validated using the variable ranges used to stabilize the springback. By rerunning the variable forming analysis, process potential (Cp) and process capability (Cpk) can be validated; in this case, springback compensation does not adequately address all springback issues and problems.
There is little chance that the in-plant tryout conditions will ever perfectly match the nominal springback response. More likely, during tryout, the material and process conditions will vary from nominal, and the tool will not yield a free-state perfect part.
With the multiple simulation analysis methods, stampers can verify that the springback response achieved is within the ranges engineered during the compensation engineering, thus validating the effectiveness of the compensation method.
Figure 4
Springback is possibly the most complex and multidimensional problem facing stampers today. With advanced materials and requests for parts that must be thinner, stronger, and delivered under tighter tolerances, solving the springback riddle is the most important innovation coming to the stamping industry.
Only by looking beyond the single compensated tooling result and combining the results from multiple statistically relevant simulations can stampers attempt to address the needs of tomorrow's products.
Figure 5
About the Author
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
AI, machine learning, and the future of metal fabrication

2
Employee ownership: The best way to ensure engagement

3
Steel industry reacts to Nucor’s new weekly published HRC price

4
Dynamic Metal blossoms with each passing year

5
Metal fabrication management: A guide for new supervisors
