















Editor-in-Chief

The most difficult aspect of implementing a stamping sensor program is figuring out where to place the sensor. For example, in this application, two stamping sensors on opposing ends of the die face each other and communicate across an air gap that runs the length of the die.(Photos and illustrations provided by Balluff Inc.)
For those stamping shops that use sensors to protect their dies, ensure quality, and gather performance information about their presses, the commitment to running a stamping sensor program is a no-brainer. Others have yet to see the light.
Fifteen years ago, James Finnerty, a product manager at Honeywell Wintriss Controls, was in a customer's facility where stamping and injection molding operations ran side-by-side, separated by only a hallway. He stood in the middle of the two distinct manufacturing businesses and talked to the toolmakers about why they didn't use sensors in their stamping operations. With their collective backs to the injection molding machines, the toolmakers said sensors didn't work in industrial environments; meanwhile, Finnerty gazed over their shoulders and saw probably 100 sensors in use on the injection molding machines.
"I think it was because they had been doing stamping for so long and had been doing it the same way for so long, that they really never considered doing it any other way," Finnerty said.
After leading die protection clinics for the last 15 years, Finnerty said stampers are coming around to the fact that they need a sensor program. They realize they need automation and electronics to minimize downtime that robs the bottom line and hurts their ability to be competitive in the marketplace.
Having said that, some metal formers are still wary of stamping sensors and the perceived expense and complexity they bring. Stamping sensor experts believe these fears are based on misconceptions and may be hurting the overall competitive stance of U.S. stamping shops in the global market.
A stamping sensor program has to be expensive.
A stamping shop simply has to ask, "What are we trying to accomplish with a stamping program?" If the targeted job is a short run, the shop is obviously not going to invest $40,000 worth of electronics into a sensor program. Inexpensive and low-tech approaches do exist, however.
When stampers jump into a stamping sensor program, they normally start with something targeted and simple, such as part feeding and part removal. In the part feeding scenario, the sensor checks to see if the strip feeds properly into the location and before the critical angle—the last place in the revolution of the press where the operator can stop the press safely before the pilots have entered the strip (see Figure 1). For part removal, the sensor detects if a slug, broken screw head, or anything else is present before the next stroke (see Figure 2).
"I think it's safe to say that 90 percent of the problems in metal stamping are related to feed and part escape," said David Bird, Balluff Inc.'s business development manager.
Even if press feeding or part removal is not an issue, stamping shops jumping into a stamping sensor program should start with a problem area.

Figure 1Sensors that detect a pilot hole ensure the strip is in position before the next hit.
"You really are going to get ahead of yourself if you go out and throw on all of these controllers on all of your presses and no one knows what is going on," said Greg Dickerson, president, Die Protection Technologies.
"So you go after that die or series of dies that are eating your lunch. You go after that thing, fix your problem, and start getting that return on investment," he added. "When you get that return on investment and you eliminate that cost, then you can start funneling money into the other presses and the more advanced stuff."
Finnerty is direct about his belief that die protection doesn't have to cost tons of money.
"You can pick up a control system and plenty of sensors for about $10,000. Once the controller is installed on the press, you can protect as many dies as you want to throw sensors at," he said.
Stamping sensors are not robust enough to survive in an industrial setting.
Beside the perceived expense, this misconception still lingers even as technology has progressed to the point where this shouldn't matter. Proper sensor selection and location should ensure mishap-free operation.
Luckily, selecting the proper sensor is easy. Just check the IP rating—the standard decided by the folks at the International Electrotechnical Commission in Geneva, Switzerland. It's like a NEMA rating, just easier to understand.
"For example, you have a NEMA 12 enclosure. Well, NEMA 13 is better than 12, but NEMA 4 is better than 13. NEMA 6 is better than 4, and then you have 4X, 6P, and so on. The ratings can be confusing," Finnerty said.
The IP system, on the other hand, is easier to understand—the higher the number, the better the protection. The first digit, which is from 0 to 6, tells the user how well the device is protected from solids, such as dust. The second digit, from 0 to 8, tells the user how well-protected the device is from liquids, such as lubricant and water. For most stamping applications, a sensor with an IP67 rating is more than sufficient.
"You don't want to buy a sensor that's not compatible to the environment that you are in," Dickerson said. "And that's where the education comes in. You need to understand what you are looking for when you buy a sensor."
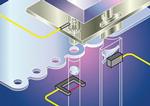
Figure 2Stamping sensors are key tools in determining if slugs have cleared the die before the next stroke.
Once the sensor is selected, it's all about location, location, location.
"A lot of this stuff is right placement of the products in the right spot at the right time to keep everything synchronous," Bird said.
Toolmakers are prima donnas and won't change.
Some toolmakers have earned that stereotype, but it's worth the effort to get their support of a stamping sensor program. Simply put, they are the best people to lead the charge.
"It's much easier to learn the basic electronics that you need to know to begin a productive sensor program than it is to learn the years and years of experience that it requires as a diemaker to have the intuition to know what is going to happen inside the tool and why," Bird said. "So much about metal forming is unlearning things that you thought were true."
An inexperienced person might think that a proximity sensor in a lower die would be the perfect place for the sensor to detect a hole. Unfortunately, that strip comes in at varying heights. Even a slight deviation of movement—say 60 thousandths of an inch—can mess up a detection.
The experienced toolmaker, Finnerty said, would recognize the problem and work around it.
"He'll put the sensor in a little spring-loaded bushing, so it's held against the bottom of the strip and is a set distance away from the strip. It's going to be repeatable every single time," he said.
From there, the toolmaker needs to share the expertise and goals of the sensor program with the operators.
"There is nothing worse than operators not knowing what they are working with. They get frustrated," Dickerson said. "It's like the old adage: People don't like what they don't understand. The same goes for die protection."
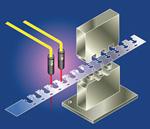
Figure 3Once stamping shops have committed to a sensor program, they often incorporate them into overall quality initiatives. An example is using sensors to detect proper bend angles.
Stamping sensors are only for die protection.
Stampers really aren't to blame for thinking this. It just so happens that analog sensors—a step above basic proximity sensor technology—are capable of so much more, but the use of these sensors is not nearly as widespread as the basic sensor technology.
"Analog sensors are used for much more than just checking feed or ejection of the part," said Drew Stevens, a Balluff support specialist and a journeyman diemaker.
These analog sensors can do many things, including check for a bend (see Figure 3) or draw depth, look for cracks, and measure part thickness. The sensors then can feed the information to a computer, where the information is analyzed and a decision can be made if a quality problem is an anomaly or a trend. With the speed of today's information technology, the analysis can be done quickly, and problem parts diverted from the collection bin.
That's just the beginning of the possibilities. Europeans are using analog sensors to gather information during the stamping process and adjusting tooling on-the-fly.
"If it's connected properly through some sort of processing device, such as a computer or a programmable logic controller, to a stepper motor, you can actually move components inside the die to correct an out-of-tolerance situation," Stevens said.
This type of sensor technology does come with a much larger price tag, but for a large, complex job, this type of investment might be worth it. Remember, it's about the application, not the price.
"A company doesn't have to begin thinking about sensors saying, 'Wow. I don't have any of this, and I'm going to have to spend all of this money on computers and electronics. No,'" Stevens said.
"It's even possible to monitor tools without an expensive press controller and still safely stop them before crashes and monitor all kinds of applications," he continued. "It doesn't have to be as intimidating as it seems or as it's presented."
Balluff Inc., 8125 Holton Drive, Florence, KY 41042, 800-543-8390, www.balluff.com
Die Protection Technologies, 6040 Crooked Creek Road, Nashville, IN 47448-9464, 812-837-9507, www.diecrashprotection.com
Honeywell Wintress Controls, 100 Discovery Way, Acton, MA 01826, 800-586-8324, www.wintriss.com



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





