















President

Seneca Allen of Innovative Metals Co. has realized time savings in the customer service department by importing CAD data into the ERP order entry module. Photo courtesy of IMETCO, Norcross, Ga.
Smooth operation of a stamping manufacturer depends, in part, on coordinated and streamlined communication between the toolroom and the rest of the company. Purchasing, production, and estimating departments rely heavily on both die availability and accurate die information from the engineering and tooling departments to do their jobs effectively. Likewise, the toolroom and engineering personnel require timely updates from those departments to be able to prioritize and complete their work.
Historically, enterprise resource planning (ERP) software implementation has fallen short in sharing die data across departments. Given the monumental task of getting the core business running on new software, die data integration typically has taken a back seat, and die software has been relegated to recording die numbers and storage locations. For many metal stampers, this means that toolrooms must manage handoffs with the rest of the company using a burdensome mix of manual paperwork and redundant, out-of-date spreadsheets.
With the stabilization of ERP software and the advent of new software tools in recent years, opportunities to improve data exchanges between the toolroom and the rest of the company have emerged. Company leaders trying to help their stretched engineering, toolroom, and office personnel are turning to die-to-ERP software, giving toolrooms the necessary technology to reduce administrative work, automatically distribute accurate die data, and improve productivity and accountability (see Figure 1).
Real possibilities for die-to-ERP integration exist during the four stages in the life of a die—design, build, maintenance, and history.
Computer-aided design (CAD) software is a centerpiece of die design for many metal stampers. After a stamper receives a purchase order for new tooling, die design is entrusted to the engineering department using a licensed CAD or die design program of choice. When the die design is complete, most CAD software offers an abundance of data that can be forwarded into the ERP software to further benefit the manufacturer.
From a purchasing standpoint, information from the die bill of materials (BOM) is exportable from CAD into most ERP programs. Cleveland-based Die-Matic Corp., a precision metal stamping manufacturer, recently developed the ability to send its die BOM into an Excel staging file. It can enhance the data and then import it into its ERP.
With the die BOM and supporting component data then resident in the ERP, Die-Matic rapidly creates tooling purchase orders for both die builds and maintenance, manages die component inventory in the tool crib, and closely tracks purchasing costs by die. According to Die-Matic President Jerry Zeitler, “With the die component codes and order points centralized in our system, our tool crib personnel can make sure the toolroom has what it needs without overinvesting in tooling inventory.”
From an order management direction, data from CAD software can be selectively forwarded into an ERP order management system, saving significant entry time and ensuring data accuracy. Innovative Metals Co. (IMETCO) of Norcross, Ga., recently developed a CAD-to-order management interface to send its shop drawing data into its open order module (see lead photo). The company’s Manager of Business Intelligence Seneca Allen commented, “When we considered the overlapping data between the CAD and ERP systems, evaluated the modest cost of interfacing them, and looked at the time savings to our customer service group, we decided that doing this project was a no-brainer.”
The point at which a die design actualizes into a die build presents a window for stampers and diemakers to record meaningful die data for a variety of uses. In early 2016, Allred Metal Stamping Works of High Point, N.C., designated the design-to-build transition as a key point of accountability for its engineering and tooling departments to capture die data in their ERP.
Allred modified an existing tooling Excel workbook its engineers use to import fundamental die data into the ERP during die build (see Figure 2). With no additional engineering work required, the ERP program includes key information needed for operations, and OSHA reporting. This data is accessed via the ERP’s production module, and the critical die data is printed on new production paperwork for the job.
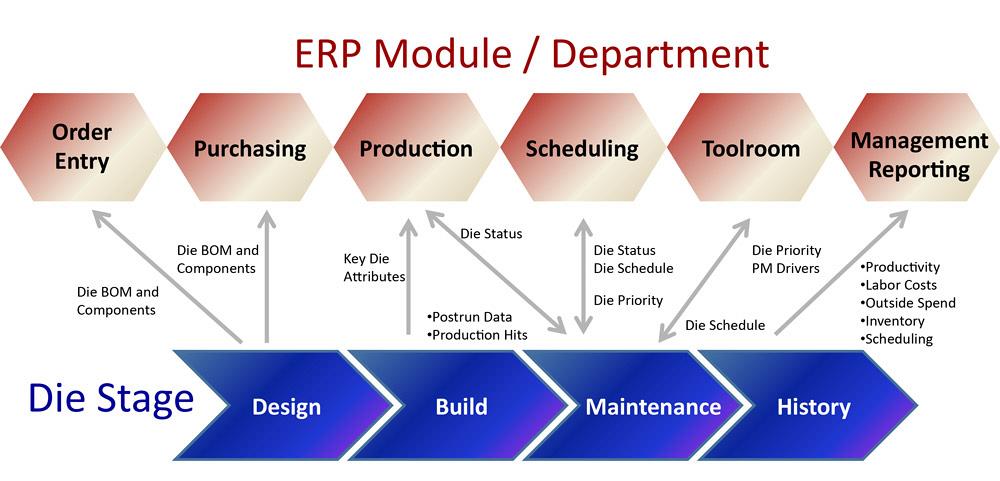
Figure 1
Order entry, purchasing, production, scheduling, and toolroom and management reporting can be improved with integration during the four stages in the life of a die.
While the die is being built, Allred toolroom personnel use bar code-enabled computers to clock into and out of specific die build activities in their ERP. The resulting capture of labor activities and time serves many purposes for Allred. First, nightly emailed reports on build activity allow management to closely track toolroom productivity by employee and build status by die. Second, the actual measurement of the labor build cost by type of die provides helpful metrics for future die quoting.
Allred President Mickey James explained. “Our decision to capture primary die data in our ERP software and to clock into die builds has paid major dividends. The communication between our tooling and production groups has been eased. In addition, I have true tooling labor costs at my disposal to drive informed quoting.”
Once a die enters full production, immediate access to information regarding die availability and scheduling has a harmonizing effect on activities between the toolroom, scheduling, and production.
Die-Matic has extended its ERP by using bar code-enabled tablets at the press to collect die information at the end of a run (see Figure 3). The resulting die work orders are instantly accessible in the ERP queue by Die-Matic’s scheduling staff, who then prioritize the die work based on future production needs. The toolroom updates the integrated die maintenance schedule as capacity changes and work is complete, keeping parties informed of die availability.
Die-Matic Scheduler Marisa Graor said, “We now have a seamless, real-time communication tool for die work in our toolroom. We used to spend hours per week transferring hand-written die statuses into a spreadsheet and then manually communicating priorities—no longer.”
For emergency die maintenance during a stamping run, an ERP’s plant floor module also can be modified to immediately notify the toolroom. Allred has modified its ERP so that stamping operators can log a die maintenance order from the press, emailing production and toolroom management that immediate attention is required.
More mature die-related software implementations include a preventive maintenance feature to the ERP software, where die maintenance is scheduled proactively based on a maximum number of hits, months, or production runs between different types of maintenance. Die-Matic Toolroom Manager George Hastings said, “We run our preventive maintenance engine every week. The system recommends dies for maintenance before they become an issue. At our discretion, we can then add the recommended work orders to the die schedule, assigning available employees and staying ahead of die maintenance.”
Just as with die builds, die maintenance activity can be tracked using the ERP’s shop floor features. Allred tracks the time for both die builds and die maintenance, effectively monitoring the entire productivity of the toolroom.
The day-to-day value of die data integration with ERP may be fairly clear, but its value to company leadership afforded by its historical metrics can become more apparent over time.
These types of metrics available to managers include:

Figure 2
Joe Campbell of Allred Metal Stamping in High Point, N.C., clocks into die build work. Allred’s toolroom began clocking into all build activities in 2016 and is seeing positive results.
Whether these numbers are analyzed for a specific family of dies, by customer, by employee, or in aggregate, connecting die data to an ERP opens a wealth of business intelligence for analysis and, ultimately, improvement of the business.
John Parsley, CFO of Allred Metal Stamping, has experienced the power of this level of tool integration firsthand. “Our die integration ERP project has helped us beyond our daily operation. We are a small business and I cannot always predict exactly what information I will need. But with the repository of detailed tooling financial data we have collected, we are able to develop ad hoc reports on-the-fly to inform our business decisions.”
Toolroom integration with ERP can deliver substantial value to a metal stamping business. There is no prescribed template for success, but experience with these types of projects suggests that certain principles are indispensable.

Figure 3
Toolroom Supervisor Joe Rakeic (left), and Press Operator Zvowko Sebalj of Die-Matic Corp., Cleveland, Ohio, gather poststamping data on a tablet by the press, which will be used to analyze future work. The work order for die maintenance flows into the die schedule and the production scheduling department prioritizes it.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





