















Contributing Writer
All metal has a certain amount of spring-back. Spring-back, also known as elastic recovery, is the tendency for the metal to want to return to its original flat blank shape after being bent. To fully understand why metal springs back, we first must understand that metal, when subjected to a bending operation, reacts in a similar fashion to Silly Putty. Silly Putty, known for its rubbery plastic consistency, is a special compound sold as a toy. Sheet metal, often viewed as a hard, semi-flexible medium, is in fact, an elastic type of material. The extent of its elastic properties is controlled largely by the material's mechanical properties.
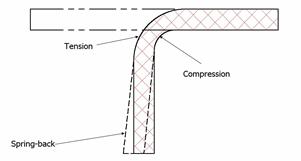 |
| Figure 1 |
Figure 1shows a basic metal bending operation. This illustration depicts the metal over a forming punch. The inside radius of the bent metal is in compression, or being squeezed together. The outside bend radius is in tension, or being stretched. Naturally, due to the metals elastic properties, it wants to decompress on the inside radius and return to its flat shape on the outside radius—spring back. All metals, when subjected to deformation, exhibit a certain amount of elastic recovery.
I am often asked, when conducting a public or private seminar on die troubleshooting, "How can I design or build a die so that I can get a perfect bend angle every time?" The answer is, you can't. A die can be designed and built to make an acceptable bend angle, but it never will be perfectly consistent. This is because of one basic factor: Incoming metal properties will not be exactly consistent.
The metals industry typically does a great job of controlling metal specs; however, minor differences from coil to coil and from the beginning of the coil to the end are possible.
It must be designed and built so that it has the ability to compensate for minor changes in coil thickness and mechanical properties. However, if your bend angle has a fair amount of angulararity tolerance, then the metal may be controllable within a certain specified thickness and mechanical tolerance to achieve the desired results.
I have one client whose dies have very little adjustability for controlling bend angles. The dies are made from cast iron and can be adjusted only through welding and grinding. The limited adjustment dies typically do not present a problem for this client, because the company has engineered their product and processes to fit and function, even with minor bend angle fluctuation.
The following basic factors determine the degree of spring-back:
 |
| Figure 2 |
 |
| Figure 3 |
Figure 2 shows a typical die design for bending. Even though this die design can create the bend, it is hard to achieve the necessary over-bend, which must be created in order to allow the metal to return to 90 degrees.
Figure 3shows a relief-style bending design that works on a limited basis. This design works best when the metal is bent over a radius that is equal to or less than one metal thickness. This design achieves the over-bend by coining the radius at a point slightly above the lower tangent point of the bend radius. By vertically shimming the forming section up and down, the gap, as well as the amount of coining, can be adjusted.
 |
| Figure 4 |
Figure 4shows a rotary /rocker bender. These types of benders are available commercially through a variety of suppliers. Rotary /rocker benders have both advantages and advantages. Some of the advantages are:
Some disadvantages include:
 |
| Figure 5 |
Figure 5shows a custom rocker bender design. This design works well both to create the bend and to adjust the amount of over-bend. Over-bend is created by adjusting the lower driver block vertically up and down.
This article touches on just a few basic design concepts for bending metal. There are many other ways of achieving your desired bend angle. Look for this topic to be discussed in upcoming articles on thefabricator.com.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





