















Contributing Writer

Object
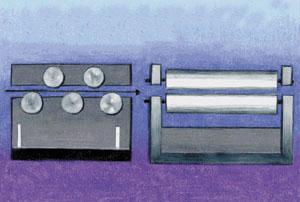
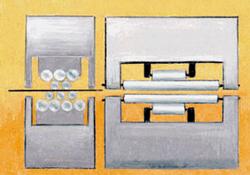
Flatteners can be spread-center or close-center machines (see Figure 1 and Figure 2). The rolls on spread-center machines generally are separated by more than one roll diameter so that the top bank of rolls can pass down through the bottom bank of rolls. A close-center machine's rolls are spaced so that the top rolls do not fit between the bottom rolls.
Spread-center machines seldom are backed up, while close-center machines may or may not be backed up. Backed-up flatteners tend to deflect less, minimizing edge wave damage to the strip. They can have smaller rolls on tighter centers, allowing them to process thinner material and correct crossbow more easily.
Flatteners cannot flex their work rolls, which distinguishes them from levelers. While flatteners can have any number of rolls, they typically have three, four, five, seven, or nine. Three- and four-roll flatteners usually are used only for threading side trimming or slitting lines.
Four-roll flatteners are a common modification to three-roll flatteners because they allow the material to be turned back down if it has been turned up too much. Five-, seven-, and nine-roll flatteners typically are used in lines that have no other flattening device and are run continuously, not just during threading.
A three-roll flattener can remove coil set but not crossbow. Crossbow removal requires a severe reverse bend, so with a three-roll machine, the material comes out turned up by the time the crossbow is removed.
Multiple-roll flatteners can remove crossbow and are easier to set than a three-roll flattener because the material does not need to be made flat with the last bend. In a multiple-roll flattener, the material may be made flat partway through the machine while worked elastically only with the last few bends because of the tapered nest.
Levelers, like flatteners, have varying configurations, with the following main differences:
Other key elements to be considered when comparing levelers are:
For correcting the simple shape defects of coil set, crossbow, and twist, flatteners are a suitable choice. Their rolls cannot be shaped, so they can correct these defects, which are characterized by length variations across the thickness of the strip.
For correcting complex shape defects, such as edge wave, buckle, saddle, and dish, levelers are an appropriate choice. Leveler rolls can be shaped, so they can correct these defects, which are length variations across the width of the strip instead of or in addition to length variations across the thickness of the strip.
Finally, only a tension leveler can correct the complex shape defect of camber, which is a linear length variation across the entire width of the strip.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}