















Contributing Writer
Previous articles in this series discussed common stamping die components. This article focuses on less common specialty components found only in certain dies, most of which are available from various suppliers.
 |
| Figure 1 Inidie Tapping Units Image courtesy of Danly IEM. |
Many dies produce parts that contain holes or extrusions that will be tapped or threaded to hold a fastener. These holes often are tapped in the die rather than in a separate, offline operation.
In-die tapping units use a series of helix-style shafts and gears to transfer linear motion (press ram) into rotary motion. The mechanical rotary motion can be press ram-driven, or it can be created by special electronic servo-drive motors. Besides moving downward, the tap spins and creates the threaded hole.
Unlike a regular cutting tap, an in-die tapping unit uses special roll forming taps. Instead of removing chips, roll forming taps gradually deform the metal into the shape of a thread. Using a standard cutting tap in an in-die tapping unit would create a cutting chip removal problem.
Because the work hardens during the metal deformation process, an in-die tapped hole's strength can be similar to a standard cut thread's strength. The difference is cost—using an in-die tapping unit instead of an offline tapping process can reduce costs significantly (see Figure 1).
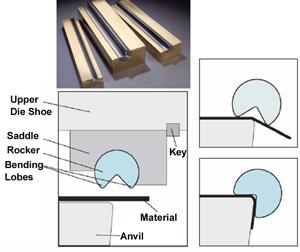 |
| Figure 2 Image courtesy of Danly IEM |
Rotary benders, often referred to as rocker benders, are specialty metal bending units that feature a rotary action-producing V-grooved cylinder. This cylinder is spring loaded and secured into a special retainer called a saddle. As the die closes and the cylinder makes contact with the sheet metal, it rotates about its centerline and creates the bend. Rotary benders can be used to create straight-line bends only.
Unlike conventional metal bending equipment, rocker benders require no additional pressure pad. Rocker benders can be easily adjusted and require less force than conventional bending methods. When inserted with a special hard plastic, they are nonmarking and can overbend the metal to create an acute or less than 90-degree angle. They also can create double bends (Figure 2).
Fasteners, such as screws, nuts and rivets, can be inserted into a stamped part in various ways. Using a pierce nut unit currently is a common method. This special mechanical unit (Figure 3) both pierces a hole and fastens a threaded nut to the stamped part.
 |
| Figure 3 Pierce Nut Installation Unit Image courtesy of Multifastener Corp. |
Pierce nut units can feed fasteners in several different ways and can be incorporated easily in progressive, line, and transfer dies. Unlike tapping, in which the hole relies on the amount of thread engagement that can be achieved by the specific extrusion length, pierce nut units can work with a variety of nut sizes, strengths, and thread series.
Pierce nut units can be used in almost any hole-piercing operation and are very popular in both the automotive and other industries.
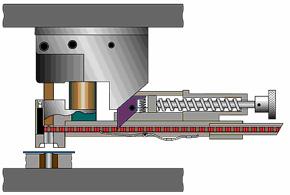
Activated by press ram-driven hydraulic cylinders, HYDROCAMs (Figure 4) pierce holes and create special forms in die areas that are inaccessible using standard cams. Using HYDROCAMs can reduce the number of stamping operations necessary, as well as the die cost.
 |
| Figure 4 HYDROCAM Assembly Image courtesy of Ready Technology. |
The drive unit can be placed almost anywhere beneath the press ram and can be used to activate one of several cams. Because these cams run on hydraulics, they can achieve a great force. HYDROCAMs also can be adjusted easily to fine-tune the timing to execute specialty cutting and forming operations.
Thread-forming punches and buttons (Figure 5) both pierce and form the metal into a special shape. The specially shaped pierced hole functions to hold a variety of screws and increases the force necessary to pull the screw out of the sheet metal.
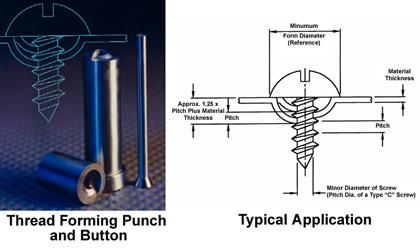 |
| Figure 5 Image courtesy of Danly IEM. |
The punches and buttons can be incorporated into standard ball lock retainers, or they can be the headed type. Because the metal simply is being pierced and formed, no press speed reduction is necessary.
Holes created with special thread-forming punches and buttons have improved holding ability over putting a screw into a flat piece of sheet metal.
Metal cutting and forming methods are virtually endless and limited only by the imagination. Each die has its own special function. To list all commercially available and custom-made die components available would be nearly impossible.
Part VII of this series will discuss sheet metal properties.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





